
SCAN-LINE QUALITY INSPECTION OF STRIP MATERIALS
USING 1-D RADIAL BASIS FUNCTION NETWORK
Afşar Saranlı
Dept. of Electrical and Electronics Eng., Middle East Technical University,
İsmet İnönü Bulv.,06531 Ankara, Turkey
Keywords: Automated Optical Inspection, Radial-Basis Functions, Gaussian Mixture Models, Image Event Detection.
Abstract: There exist a variety of manufacturing quality inspection tasks where the inspection of a continuous strip of
material using a scan-line camera is involved. Here the image is very short in one dimension but unlimited
in the other dimension. In this study, a method of image event detection for this class of applications based
on adaptive radial-basis function networks is presented. The architecture of the system and the adaptation
methodology is presented in detail together with a detailed discussion on parameter selection. Promising
detection results are illustrated for an application to grinded glass edge inspection problem.
1 INTRODUCTION
Automating the quality inspection process is an
application field of computer vision which is
increasingly becoming a major need for many
industries (Malamas et al., 2003) . This is due to
factors such as the increasing market pressure for
concurrently lowering product costs and increasing
product quality; the variation and subjectivity in the
performance of human operators in the inspection
process and the requirements on the speed-
throughput of the process. Industries where this
pressure is especially intense include, among others,
the glass manufacturing for the automotive and CRT
markets, the production of the TFT-LCD panels as
well as the inspection of textiles. (Kim et al., 2001)
(Cho et al., 2005)
Almost all of these applications require the real-
time non-contact inspection of material flowing
through the production line. A feasible way of
achieving this is through automated optical
inspection, often abbreviated as AOI, where a
camera is used to detect production defects. If the
material being inspected is moving or can be moved
at controlled speed, the use of a scan-line camera or
a TDI line-scan camera (if better illumination
sensitivity is required) is appropriate.
Systems using a scan-line camera for inspection
generates a continuous run of image data with one
comparatively smaller image axis and a
comparatively large other image axis. The digital
processing of such strips of images often require
either buffered algorithms along the scanning
direction, or preferably, scan-line based algorithms
since they are a better match for the data generation
process.
2 PROBLEM DESCRIPTION
Image processing for the inspection of a material on
the production conveyor consist of modelling the
material's normal image behaviour as it flows
through the conveyor. The task is then to perform a
detection of the anomalous or defective behaviour
on the material based on changes in the scan-line
signal.
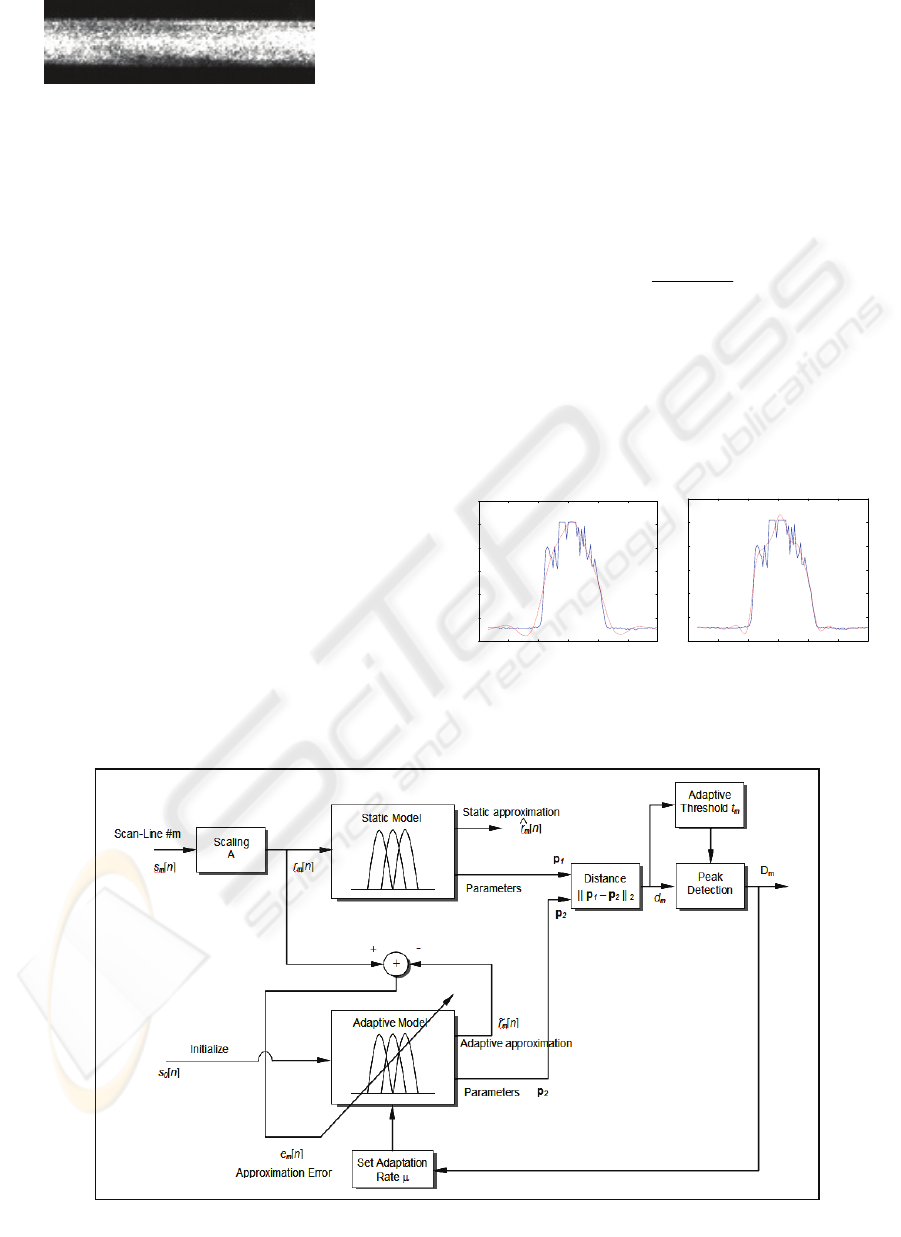
A class of problems is when the material is a smooth
but scattering surface such as the side view of a
manufactured pipe, top view of railway tracks
(Alippi et.al., 2000) or the grinded edge of a glass
sheet. Such a scan-line camera signal is illustrated in
Figure 1.
19
Saranlı A. (2006).
SCAN-LINE QUALITY INSPECTION OF STRIP MATERIALS USING 1-D RADIAL BASIS FUNCTION NETWORK.
In Proceedings of the First International Conference on Computer Vision Theory and Applications, pages 19-26
DOI: 10.5220/0001366300190026
Copyright
c
SciTePress
In this case, the normal signal profile has a
reasonable degree of smoothness corrupted by noise
due to the scattering properties of the surface or the
nature of the illumination. For non-defective
material, the signal behaviour does not change along
the scanning direction. Defects on the other hand be-
have as unexpected and often fast changes in the
signal behaviour along the scanning direction. When
the cross-section (or the scan-line) of the inspection
image is considered, The Radial Basis Function
network with its smoothed approximation proper-
ties appears to be ideally suited to model the
behaviour of the signal (Haykin 1999; Poggio and
Girosi 1990). In fact, RBF networks have been
successfully used in a number of detection
applications (Ahmet W. et al., 1994; Leung H. et al.,
2002; Shen M. et al., 2005).
Modelling the single scan-line with a 1-D RBF
effectively addresses the problem of suppressing the
noise while retaining the overall signal behaviour in
each scan-line. The next important problem is the
detection of the anomalous behaviour (or defects)
based on the model of the scan-line and a sequence
of the scan-line data from the image. We address
this problem in the following section by introducing
the RBF model of the scan-line a model mismatch
based detection algorithm.
3 THE RBF MODEL AND MODEL
MISMATCH DETECTION
3.1 The 1-D RBF Scan-line Model
The proposed scan-line model is given by
(1)
Based on the behaviour and the required smoothness
of the scan-line signal, a model order is chosen.
Figure 2 illustrates a model with M=7 and M=5
Gaussian basis functions superimposed with the
actual noise corrupted scan-line signal. The edge
region contains approximately 2 basis functions.
100 120 140 160 180 200 220
0
50
100
150
200
250
300
M=9 Gaus si ans along ROI ( 3 in the Edge region )
100 120 140 160 180 200 220
0
50
100
150
200
250
300
M=18 Gauss ians along ROI ( 6 in the Edge region )
Figure 2: RBF Approximations to the scan-line signal.
Figure 1: Scan-line image of material edge.
∑
=
⎥
⎦
⎤
⎢
⎣
⎡
−−
=
M
i
i
i
i
n
pnr
1
2
2
2
)(
exp][
ˆ
σ
μ
Figure 3: The block diagram of the model mismatch based defect detection algorithm.
VISAPP 2006 - IMAGE FORMATION AND PROCESSING
20

3.2 Model Mismatch Based Detection
Algorithm
The defect detection algorithm is based on the
assumption that the normal edge behaviour is almost
stationary (or with very slow variation) across
subsequent scan-lines while an anomaly or defect is
an unexpected (and comparatively fast) change in
this behaviour. Therefore, we propose a detection
algorithm based on the model mismatch between a
direct static approximation to the current scan-line
data and a slowly varying (tracking) adaptive
approximation which performs a smoothing over the
history of scan-line data. A block diagram of this
model mismatch based detection algorithm is
illustrated in Figure 3.
The proposed detection algorithm maps a sequence
of scan-line image data S
m
[n] into a binary detection
signal D
m
. This is achieved by the following
procedure: Each m
th
1-D scan-line signal data is
modelled my a 1-D approximating RBF model
(static model) while the history of all scan-line
signal data is tracked by means of an adaptive 1-D
RBF model (adaptive model). The static model is re-
computed for each new data as the best
approximation to the data. The adaptive model is
initialized once as the best approximation to the data
and then updated for each new scan-line data by a
small amount determined by the adaptation rate
μ
.
For non-defective behaviour of the signal, the static
approximation to the scan-line data is close to the
adaptive approximation to the history of the scan-
line data. Hence, the distance computed between the
two models is small.
When a defective behaviour is encountered, the
static approximation immediately reflects the defect
behaviour while the adaptive approximation,
because of its larger time constant, still reflects the
regular non-defective behaviour. Hence, a large
mismatch results between the two models, resulting
in a large model-to-model distance metric.
(a) Determination of the Static Model Parameters
The model parameters which approximate the m
th
scan-line data are derived by minimizing the mean-
squared-error (MSE) between the scan-line samples
and the model approximation. The total
approximation error over the m
th
scan-line data is
given by the expression
()
.][
ˆ
][][
1
2
∑
=
−=
N
n
mm
nrnrmE
(2)
To determine the parameter values minimizing the
objective function in Eq.2, we take the partial
derivatives with respect to the model parameters.
When the approximating model is also substituted in
the resulting equation, one obtains
,
2
)(
exp
2
)(
exp][2
][
2
11
2
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
⎥
⎦
⎤
⎢
⎣
⎡
−−
−⋅
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
⎥
⎦
⎤
⎢
⎣
⎡
−−
−=
∂
∂
∑∑
==
i
i
N
n
M
m
m
m
mm
i
n
n
pnr
p
mE
σ
μ
σ
μ
(3)
which, when equated to zero gives the linear system
of equations given by
∑
∑∑
=
==
⎥
⎦
⎤
⎢
⎣
⎡
−−
=
⎪
⎭
⎪
⎬
⎫
⎪
⎩
⎪
⎨
⎧
⎥
⎦
⎤
⎢
⎣
⎡
−−
⎥
⎦
⎤
⎢
⎣
⎡
−−
N
n
i
i
m
L
l
N
n
i
i
l
l
l
n
nr
nn
p
1
2
11
22
2
)(
exp][
2
)(
exp
2
)(
exp
σ
μ
σ
μ
σ
μ
(4)
for i =1,2,...,L. This system can be expressed in
matrix form. Denoting the inside summations by α
il
members of an
L
L
×
square matrix A, the parameter
vector by p and the right hand side coefficients as
β
i
members of a vector b, this set of L equations can be
written as
bpA
=
⋅
. (5)
The values for the model parameters which are
optimal in the MSE sense can then be obtained as
bAp ⋅=
−1
. (6)
(b) Determination of the Adaptive Model
Parameters
The parameters of the adaptive model are once
initialized to be equal to the static model parameters
at the beginning of the algorithm processing.
However, for the remaining of the processing, they
are updated using a variation of the steepest descent
iterative optimization procedure. The procedure is
based on the popular Least-Mean Squares (LMS)
algorithm (Haykin 1996). The choice of the steepest-
descent procedure is based on the fact that we do not
require a fast adaptation but a gradual and smooth
one. The additional adaptation speed contributed by
a technique such as Recursive Least Squares (RLS)
comes at a significant computational cost and is not
justified for this application.
SCAN-LINE QUALITY INSPECTION OF STRIP MATERIALS USING 1-D RADIAL BASIS FUNCTION NETWORK
21

The speed of adaptation for the present procedure is
governed by an adaptation rate parameter
μ
.
Specifically, for each new scan-line signal data, the
parameters of the adaptive model are updated along
the direction of the steepest descent towards the
optimum parameter values for the given data. This
direction is determined by the negative gradient of
the objective function with respect to the parameters.
Hence the update equations for the adaptive RBF
model parameters are given by
][
1
mE
mm
∇
−=
+
μ
pp
(7)
{}
111
2
+++
−−=
mmmmm
bpApp
μ
(8)
where
1+m
A
and
1+m
b
are those determined from the
current scan-line data.
(c) The Model Distance
Standard Euclidean distance is used as the model
distance between the static and the adaptive model
and is given by
()()
()
∑
=
−=
−⋅−=−
L
l
alsl
as
T
asas
pp
1
2
2
pppppp
(9)
(d) Detection Threshold
The model distance computed for each scan-line data
index m constitutes a model mismatch signal d[m]
which is subjected to a threshold based peak
detection to determine the binary detection D[m].
A fixed threshold can be used to perform the
detection. However an adaptive threshold scheme is
used in this study to improve the detection
sensitivity when the background noise in the
detection signal is low and to reduce false alarms
when the detection signal is noisy.
The adaptive threshold works by keeping and
updating two values, namely a partial mean level
μ
d
[m] and a partial variance level
σ
2
[m]. As long as
no anomaly is detected, these levels are updated
according to the equations
1
]1[][
]1[
+
+
+
⋅
=+
m
mdmm
m
d
d
μ
μ
(10)
1
])1[]1[(][
]1[
2
2
+
+−++⋅
=+
m
mmdmm
m
dd
d
μσ
σ
(11)
An anomaly is detected when the condition in Eq. 12
is satisfied. Here t
d
is the threshold of detection. In
this case, the adaptation of the mean and variance is
not performed for the duration of the detection so as
not to corrupt these parameters which reflect the
normal behaviour of the image.
][])[][(
22
mtmmd
ddd
σμ
⋅>−
(12)
(e) Post Processing of Detected Anomaly
The most important stage of the algorithm is the
detection of the anomaly in the image to indicate the
presence of a defect. However, once the defect is
located, it also needs to be sized across the strip
image and if possible, classified. This is achieved
through a second stage of post-processing, in
particular on the region indicated by the detection
stage. Although the detection algorithm proposed
can be easily applied to other application domains
with similar strip material inspection needs, this
post-processing stage is more application domain
specific. Here a solution for a particular application
domain will be considered.
As it is illustrated in the experimental results section,
we consider in particular two types of defects from
the application domain of grinded glass edge
inspection. The first type of these defects are
"shiner" defects and are composed of the lack of
proper grinding at the middle of the glass edge. This
type of defect appears dark to oblique illumination
while the properly grinded region appears light due
to the scattering of the incident illumination. The
second type of defect we consider is called an "edge
chip" and is the breaking of a small piece of glass
from the region where the glass surface and grinded
edge meet. This type of defect is usually harder to
detect since the edge signal is particularly noisy on
the sides and the chip appears as a small deviation in
the edge thickness in this region.
To determine the type and across dimension of the
defect the following procedure is applied. First, the
average values of edge starting and edge ending
values are extracted from before the beginning and
after the ending of the defect region along the
scanning direction. Then the defect region is
uniformly sampled along the scanning direction. For
each resulting scan-line segment, the signal
background level is measured and a signal threshold
is determined. The threshold is used to determine the
edge location and number and locations of threshold
crossings along the edge. For very small defect
VISAPP 2006 - IMAGE FORMATION AND PROCESSING
22

lengths along the scanning direction, only a single
sample from the centre may be considered for this
sampling.
Any major deviation from the average edge starting
and ending positions around the defect region is
considered as a side defect (edge chip) with its side
location information. The maximum value across the
defect-sampling of any such deviation provides the
across size of a side defect. Also, any additional
threshold crossings inside the edge identify an inside
defect (shiner). The size is measured as the
maximum separation between the beginning-
crossing and the ending-crossing across the defect-
sampling.
Parameter Selection for the Application Domain
The following is a discussion of a reasonable set of
guidelines for the selection of some algorithm
parameters:
Scaling Factor
The signal may be pre-processed with a scaling and
clipping before the detection stage is performed. For
the present application domain, from the
experimental data, it is observed that that a fixed
scaling can be used throughout the detection stage.
However, with varying camera/edge distance and
dynamic illumination power control, an adaptive
procedure may also be adopted.
Gaussian Functions
The number of the Gaussian functions used in the
approximation determine how well the edge signal is
approximated. Therefore, a larger number means a
better approximation. However, the increasing
number increases the computational complexity of
the approximation and decreases the smoothing
effect, resulting to also model the noise. This is
clearly not desirable. Therefore, the choice should be
as small as possible as long as a distance between
the static and adaptive models has a significant
enough peak in a defect region to allow detection.
M=3 or M=5 Gaussian functions whose centers are
distributed along the edge is observed to provide
good results. We have preferred an odd number of
Gaussian functions due to the symmetry of the
signal and in order to have maximum sensitivity in
the center of the image strip.
The Gaussian means are determined to provide a
uniform distribution along the edge. For the M=3
case, one mean can be placed in the center of the
edge and remaining two on the estimated edges.
Small, gradual changes on the edge will not have a
serious impact on the approximation.
The variances of the Gaussian functions are all the
same and determined by the choice of their number
and mean values. More specifically, the distance
between two adjacent Gaussian functions determines
this choice. The main criteria is to obtain a smooth
enough approximation. A variance value of
σ
= 2.5d
where d is the distance between adjacent Gaussian
functions gives an acceptable smoothness. This
value is used for the approximations in Figure 1.
Adaptive Model Adaptation Rate
This value determines how fast the adaptive model
will follow the changes in the edge signal. Too small
a value will render the adaptive model fixed, which
will not be able to track a gradual change in the edge
signal. Too large a value will cause the adaptive
model to follow the changes in the edge signal very
closely and the model distance signal will always
remain small making detection very difficult if not
impossible. For a reasonably steady edge signal,
values in the range 0.0005 to 0.005 are found to be
reasonable choices for this application.
Detection Threshold
This threshold determines the sensitivity of detecting
a defect and also affects the size measurement of the
defect along the strip direction. As the threshold
increases, only larger disturbances on the edge will
trigger a detection. On the experimental samples
considered for this application domain, a threshold
value of 10 to 20 were appropriate choices. The
parameter range can be tuned by experimentation
with the application domain. This parameter is
considered to be the only user controllable parameter
to adjust the sensitivity of the overall system so as to
eliminate the detection of very small defects.
4 EXPERIMENTAL RESULTS
For the experiments, we consider the application
domain of grinded glass edge inspection. The edge is
illuminated with coherent light at an oblique angle.
The properly grinded edge is a scattering surface and
back scatters enough light to generate a light signal.
The grinding problems and missing parts on the
edge can be visually observed to be present in the
signal. Figure 4 illustrates the two aforementioned
defect types on the grinded glass edge. Figure 5
SCAN-LINE QUALITY INSPECTION OF STRIP MATERIALS USING 1-D RADIAL BASIS FUNCTION NETWORK
23

presents the detection stage results for the more
difficult case of an edge chip. The model mismatch
signal is illustrated in the first part of the figure
while the detection signal with the determined
beginning and ending of the image anomaly is
illustrated on the second part. From this figure, one
can observe that the model mismatch based
detection procedure successfully reduced the image
event detection into a one dimensional peak
detection task.
Figure 4: Examples of two important defect types from
grinded glass edge inspection. (a) "Shiner" grinding
problem (b) Edge chip (upper centre of the image).
Detection SNR with Signal Scaling
One interesting observation of the experimental
results is the improvement of the detection
performance of the algorithm with a software scaling
of the image signal. In reality, the noise present in
the signal is primarily due to the coherent nature of
the illumination and the resulting effects. Although
software scaling up of the image intensity may
roughly correspond to an increase in physical
illumination intensity, the noise is expected to scale
with the signal and hence no SNR improvement is
expected.
50 100 150 200 250 300 350
0
1000
2000
3000
4000
5000
Mismatch signal. Analysed image: samples/chip
ur
eg.img, Scaling:2.8
Scan-line index
Mismatch
50 100 150 200 250 300 350
-1
0
1
2
Scan-line index
Detec tion
Figure 5: Edge chip detection. (a) the model mismatch
signal, (b) the detection signal based on a user specified
threshold.
However, it is observed that when the signal is
scaled up so that higher intensity noise is clipped at
the upper limit of the dynamic range of the signal,
this has an overall positive effect on the performance
of the model mismatch based detection. In fact, this
positive effect is also visually apparent from the
image data as can be seen in Figure 6.
Figure 6: Edge chip defect images for software scaling of
the image signal for scaling factors of s=1.0, 1.5, 2.0 and
2.5 respectively from top left to bottom right.
The model mismatch signal for the first case of
s=1.0 and the last case of s=2.5 are illustrated in
Figure 7 below. Assuming that the "signal" in the
model mismatch signal is the defect peak and the
background variation is the noise, one can conclude
that the SNR relevant to the detection algorithm
clearly improves. These results are also in agreement
with a recent study (Sakurai et al., 2002) in the field
of semiconductor inspection.
Experiments have been also conducted to assess the
sensitivity of the detection algorithm for different
defect sizes and positions on the image signal. For
this purpose, a set of simulated defects have been
generated with characteristics similar to the
observed defects. The lack of a large selection of
real defect samples have been a limiting factor at
this point. The results for these experiments are
summarized in the following sections.
Figure 7: Illustration of model mismatch signal for the
edge-chip defect for scaling factors s=1.5 and 2.5
respectively.
VISAPP 2006 - IMAGE FORMATION AND PROCESSING
24

Detection Sensitivity with Defect Size
Figure 8 illustrates the set of simulated defects
generated on the grinded glass edge signal with one
real "shiner" defect sample (at the very right of the
image data). The model mismatch signal is also
illustrated in the figure and indicates the expected
degrading of the performance with defect size. A
total of 10 defects are considered on the glass edge
(which is considered to be the more challenging
case) with decreasing size from 1.3mm down to
0.1mm. The figure clearly illustrates the limit of
detection which is at defect # 6 at 0.51mm.
The experiments with the defect location across the
image data show a small amount of variation with
the sensitivity remaining at a promising level. This is
illustrated in Figure 9 for a simulated defect size of
0.91mm. Note that all defects including the ones on
both sides (corresponding to edge chip defects) are
detected for this defect size. The reason for the
sensitivity variation illustrated is the presence of a
mixture of Gaussians as the signal approximation
tool with different Gaussian mean locations across
the edge signal. The number of Gaussians have been
set to M=5 for the experiment shown in the figure. A
smaller M=3 value also leads to an operational
system with less computational complexity but with
a more severe sensitivity variation across the image.
5 CONCLUSION
A model mismatch image event detection method
based on a 1-D Radial Basis Function Network
approximator for inspecting scan-line images of strip
materials is presented. The method operates on the
principle of detecting the mismatch between a static
model derived from the scan-line and an adaptive
model which tracks the slow changes in the signal.
Thus the detector can accommodate slow variations
in the image while keeping sensitive to the fast
anomalies (defects). Experimental results on real
defect samples and simulated defects have shown
promising performance results in an application
domain of grinded glass edge inspection.
Figure 8: Experiment on detection performance with
varying defect sizes. 10 simulated edge chips and a real
"shiner" defect is present in the image.
Figure 9: Experiment on algorithm sensitivity across
the image. Simulated defect size is 0.91mm.
SCAN-LINE QUALITY INSPECTION OF STRIP MATERIALS USING 1-D RADIAL BASIS FUNCTION NETWORK
25

REFERENCES
Ahmed W. et al., 1994. Adaptive RBF neural network in
signal detection, Proceedings of IEEE International
Conference on Circuits and Systems, pp. 265-268.
Alippi C. et al., 2000. Composite real-time image
processing for railways track profile measurement,
IEEE Transactions on Instrumen-tation and
Measurement, Vol. 49, No. 3, pp.559-564.
Cho, C.; et al., Development of Real-Time Vision-Based
Fabric Inspection System, IEEE Transactions on
Industrial Electronics, 2005, Vol. 52, No. 4., pp.
1073-1079.
Haykin. S. 1996. Adaptive Filter Theory. (3rd edition). NJ:
Prentice Hall.
Haykin, S. 1999. Neural Networks: A Comprehensive
Foundation. Upper Saddle River, NJ: Prentice Hall.
Kim, J.H. et al., 2001 A high speed high resolution system
for the inspection of TFT LCD, Proceedings IEEE Int.
Symp. Industrial Electronics ISIE, pp. 12–16
Leung H. et al., 2002. Detection of small objects in clutter
using a GA-RBF neural network, IEEE Transactions
on Aerospace and Electronic Systems, Vol. 38, No. 1,
pp 98-118.
Malamas, E.N. et al., 2003 A survey on industrial vision
systems, applications and tools Image and Vision
Computing, 21, pp. 171-188
Poggio, T. and Girosi, F. 1990. Networks for
approximation and learning. Proceedings of the IEEE,
78(9), pp. 1481-1497.
Sakurai, K. et al. 2002. Solution of Pattern Matching
Inspection Problem for Grainy Metal Layers, IEEE
Transactions on Semiconductor Manufacturing, Vol.
15, No. 1. pp 118-126.
Shen M. et al., 2005. Real-time detection of signals in
noise using normalized RBF neural network,
Proceedings of IEEE International Workshop on VLSI
Design and Video Technology, pp. 165-168.
VISAPP 2006 - IMAGE FORMATION AND PROCESSING
26
