
ELIMINATION OF TIME DEPENDENCE OF INFORMATION
VALIDITY BY APPLICATION OF RFID TECHNOLOGY
Vladimir Modrak, Viaceslav Moskvic
Faculty of Manufactuirng Technologies, Technical University of Kosice, Bayerova 1,08001 Presov,Slovakia
Keywords: Information time dependence, ERP, MES, RFID technology.
Abstract: Following article deals with certain aspects of data acquisition for MRP, ERP and MES type of information
systems from a shop floor level. Problems of time dependence of data validity are discussed and method of
their elimination by application of radio frequency identification technology (RFID) is suggested.
1 INTRODUCTION
Since introduction of information systems for general
management of processes at manufacturing companies,
major obstacle on the way to their optimal performance
was a lack of reliable and on time information. Shop floor
level information was inaccessible directly for information
systems and until nowadays inserted into the system by
intermediary subject (e.g. human operator). Development
of radio frequency identification technology or RFID for
short, for the first time makes processes at shop floor
visible for these systems. Following article will explain
the major hindrances information system face during
management of company processes. It will point out the
drawbacks of current information acquisition for MRP,
ERP and MES types of information systems. Then it will
propose a way in which time dependence of information
validity and amount could be eliminated by use of RFID
technology. Subsequently implementation problems,
benefits and goals of RFID technology use are discussed.
Finally future development and application of RFID are
indicated.
2 BACKGROUND OF RESEARCH
Product innovation is the greatest driver of company
growth. Product proliferation and customization
leads to greater fulfillment of customer demands and
therefore the growth of market share. On the other
hand customization of products adds greater
complexity to product identification and company
logistics by increasing assortment (Viswanadham,
2002).
Competitive market environment force
companies to cut their costs and thus reduce their
prices. For last decade main philosophy for cost
reduction for OEMs was a lean manufacturing
(Taylor & Brunt, 2000).
The key to lean
manufacturing is to compress time by eliminating
waste and thus continually improve processes inside
the company (Czarnecki & Lloyd, 2000) .
Waste can
be
defined as any element of production that only
increase cost without adding value the customer is
willing to purchase (Ohno, 1988).
There are seven basic wastes in manufacturing
process:
• overproduction
• excess inventory
• idle machine or operator time
• manipulation
• non-value added material flow
• defects
• extra processing
To eliminate excess inventory, manipulation and
non-value added processes just-in-time (JIT)
deliveries were applied in conjunction with lean
manufacturing philosophy. In reality JIT deliveries
were conducted in small batches several times a day.
Basically JIT system moved a stock from OEMs to
their suppliers. Consequently, to resolve the
problem, just-in-sequence (JIS) system was
introduced (ALTA/AS Whitepaper, 2003).
Philosophy behind just-in-sequence supply means
deliveries of the products directly to the assembly
line of OEM not only at exact amount
130
Modrak V. and Moskvic V. (2006).
ELIMINATION OF TIME DEPENDENCE OF INFORMATION VALIDITY BY APPLICATION OF RFID TECHNOLOGY.
In Proceedings of the Eighth International Conference on Enterprise Information Systems - DISI, pages 130-135
DOI: 10.5220/0002450001300135
Copyright
c
SciTePress
and time (like in JIT) but also at right configuration
and right order - sequence. If part or module is not
delivered in right sequence and time, it cannot be
assembled on the individually configured product,
coming to the assembly line in certain sequence and
therefore it will cause an assembly line to stop.
Interruption of the assembly process will induce a
considerable financial loss not only for OEM but
also for all elements in supply chain [6]. This means
that 100% on time, right sequenced deliveries for
elimination of excess inventory; manipulation and
non-value processes should have a highest priority
for the management of OEM (ALTA/AS
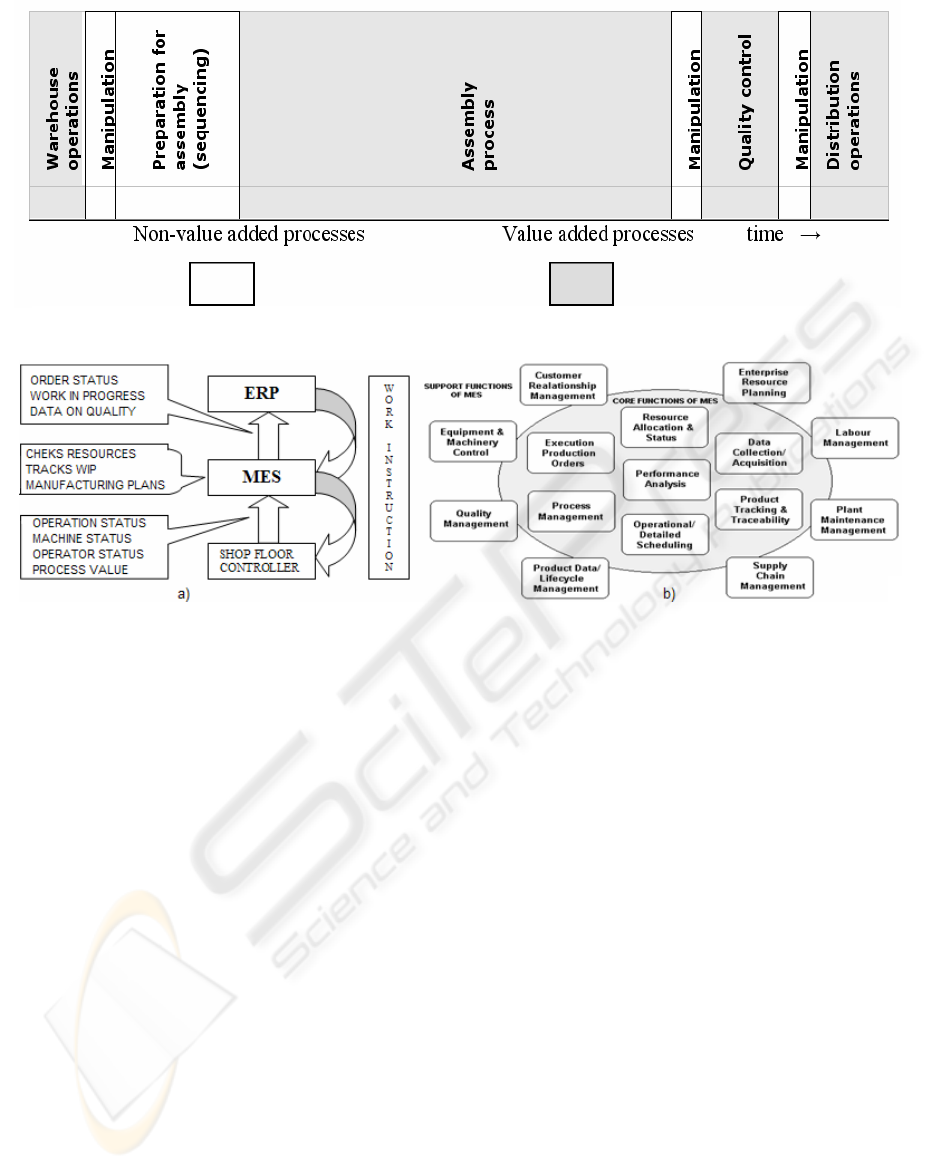
Whitepaper, 2003). Figure 1 shows the basic
processes of OEM.
As it is evident the most time consuming non-
value added process is preparation of delivered
products for assembly process that rarely means
more then placing them in right order – sequencing.
Management of OEM has two possibilities to
eliminate non-value added processes. First is to
apply philosophy of reengineering and change the
structure of processes (Silva, Ramos
&Vilarinho,2003). Effective and global,
process
restructuring is very time consuming and is usually
associated with the considerable investment into
the
infrastructure (Kumar, 1996). Second one is to
improve the performance of company’s information
system trough which processes are managed
(Lawless, 2000). OEMs usually use Material
Requirement Planning/ Manufacturing Resource
Planning (MRP/MRP II), Enterprise Resource
Planning (ERP) and Manufacturing Execution
System (MES) type of systems for general
management of the company processes
(Bernroider&Koch, 2000). MES type systems
represents a mid-layer between MRP/ERP and shop
floor controllers (Choi&Kim, 2002) (see fig.2a).
There are several general models of typical MES
functions that are principally divided into core and
support functions. The core functions deal primarily
with actual management of the work orders and the
manufacturing resources. Other functional
capabilities of MES may be required to cover
support aspects of the manufacturing operations. A
MES system by Kisiel (Kisiel, 2001) conducts
following functions according to fig. 3b. MESA
International (MESA Whitepaper 2, 1997) presents
another attitude to MES functionalities that is more
or less based on the assumption of profitability to
begin to deal with wider model of basic elements to
Figure 1: Scheme of processes at OEM.
Figure 2: a) Scheme of information flow between ERP,MES and shop floor controllers, b)MES functional model.
ELIMINATION OF TIME DEPENDENCE OF INFORMATION VALIDITY BY APPLICATION OF RFID
TECHNOLOGY
131
ensure incorporating all-important functions into
MES.
Product Tracking and Traceability as a core function
of MES (figure 2b) is aimed to provide “first hand”
information about real material flow inside the company
for MES and ERP systems. ERP/MES systems at OEM
usually require following information on products and
material flow:
• type of item
• individual identification number
• manufacturer/ supplier
• date of manufacturing
• location (current)
• item path
• batch details
• package details
The sum of all mentioned information ERP/MES
system depends on, can be characterized as 100%
requirement of those system in certain discrete
period of time
. Based on the mentioned information
on material flows all other functions, such as
planning and analysis of performance, are
conducted. An important function of MES is to
provide a feed back to ERP with aim to adjust their
scheduling data and algorithms in more realistic
manner (Modrak, 2005). Major drawback of
MES/ERP systems is that they do not have an access
to detailed information (Vokorokos, Adam & Petrik,
2004). Therefore they have no idea of what is really
happening to material flow on the shop
floor (e.g.
subcomponents not being where they were expected
etc.) (Chappell & Ginsburg, 2003). Also they do not
have an ability to collect information
independently.
Basically it means that all data that information
systems operate with are “fed” to
them by
intermediary
subject, usually human operator
(Rockwell Automation Whitepaper, 2004).
Mentioned drawback leads to insufficient
coordination between material and accompanying
information flows and so-called bull-whip-effect
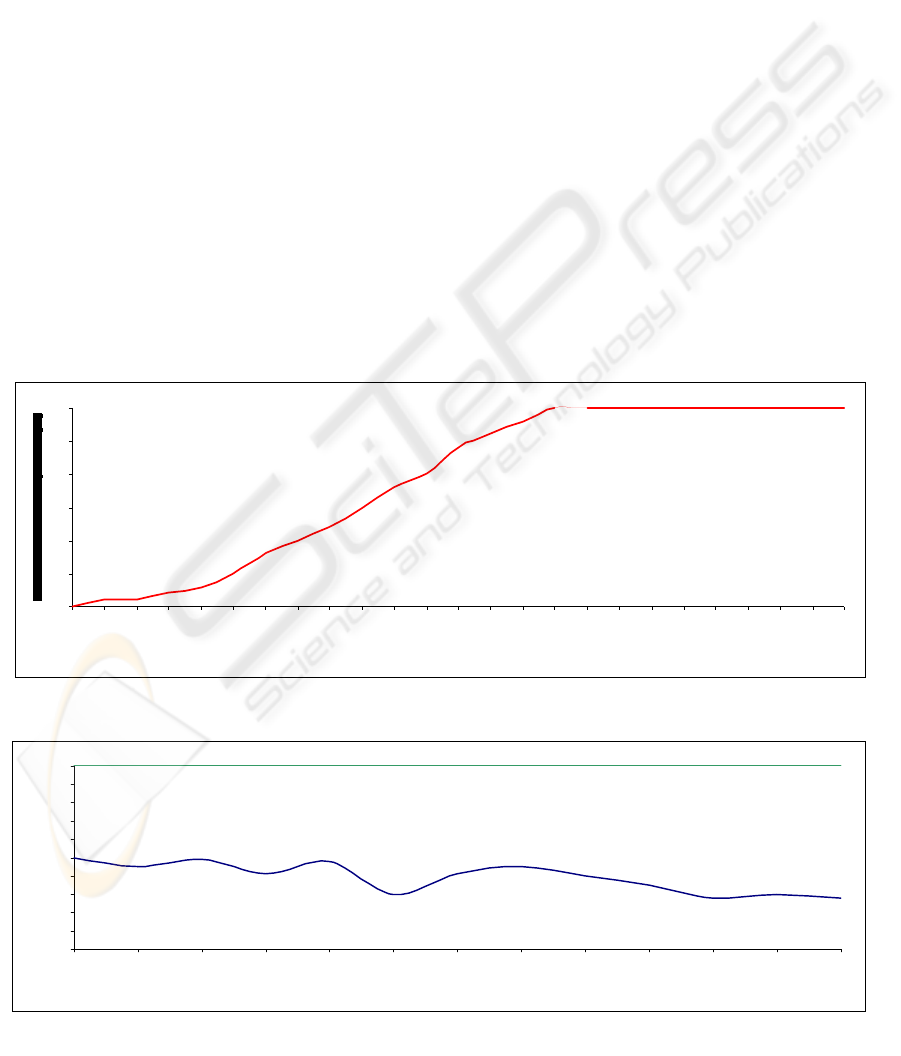
(Donovan, 2005). Apart of bad coordination,
information on material flow is time dependent so it
is already outdated when inserted into the
information system by human operator. In time 0,
we will call it a synchronization of flows, when
information is put into the system, validity error ∆
= 0. Until the next synchronization information
become more and more outdated. Application
of the
standard mathematical procedure of data validity
and reliability calculation and proposed by Werner,
0
5
10
15
20
25
30
0 1 2 3 4 5 6 7 8 9 10 111213 1415 1617 181920 2122 2324
Time [h]
maximal acceptable er r or
0
10
20
30
40
50
60
70
80
90
100
0 102030405060708090100110120
Working time [min]
Amount of data [%
]
Amount of data available to human operator
Amount of data required by ERP/MES system
Fi
g
ure 3a: Time de
p
endence of data content validit
y
.
Fi
g
ure 3b: Time de
p
endence of data availabilit
y
.
ICEIS 2006 - DATABASES AND INFORMATION SYSTEMS INTEGRATION
132

Wigert & Hampel 24-hour cycles of synchronization
used for simulation of manufacturing processes
allows us to compile the estimated data content
validity error curve
, shown in fig.3a. Another
problem of information on material flow is its
availability and amount. Human operator can input
into the system only certain amount of information
in discrete period of time if they are available. The
information on material flow available to human
operator at every point of manufacturing process
without tracking & tracing of items is type of item,
supplier, batch details and package details.
Assuming those information as a part of 100% data
required by ERP/MES systems and estimated
periodicity of error occurrence during the 120 min.
discrete period of operator’s working time (Ohuchi
& Okuda, 2001) following curve of time dependence
of data availability can be compiled (see figure 3b).
It is obvious that there’s a considerable, time
dependent gap between amount of information on
material flow required by ERP/MES system and
amour available to operator.
3 SMART LABELLING AS A
SOLUTION
Tracking & tracing of products trough whole
manufacturing process at OEM is one of the
solutions for delivery of missing information on
material flow (e.g. individual identification number
of item, current location, date of manufacturing etc.)
to ERP/MES system to bridge the information gap.
Tracking & tracing of items was associated with
“heavy metal” factory automation or labor-intensive
bar code labeling systems for last decade (Chappell
& Ginsburg, 2003). “Heavy metal” automation
always means “heavy” infrastructure investments
(Kumar, 1996). Bar codes have several drawbacks
such as being a line-of-sight technology,
environment sensitive and carry only a small amount
of information.
Another step in tracking & tracing of products at
every point of manufacturing process is an
application of radio frequency technology or RFID
(AutoID, 2002). RFID technology eliminates nearly
all drawbacks of the bar codes and if correctly
applied, is able to provide ERP/MES systems with
correct, reliable, on-time information. Usual scheme
of RFID industrial system is shown in fig.4.
RFID tags could provide 100% of above-
mentioned information to ERP/MES
systems
because they could store much more data then a bar
code
and they could pass them to the information
system at every point of manufacturing process
(even directly from the manufacturing equipment or
assembly line) since they do not require to be in
sight of an optical sensor. Information between
RFID tag placed on the item and ERP/MES system
is shared by so-called Electronic Product Code
(EPC). There are several types of codes known by
their bit memory (64 bit, 96 bit etc.) but 96bit code
is considered as most perspective one (AutoID,
2002) 96bit code provides a possibility to uniquely
identify 68 billions of products types manufactured
by 268 millions of companies (AutoID, 2002).
Exchange of information is conducted automatically,
without any intervention by a human operator. This
can reduce sequencing, paper form fulfillment and
checking time by up to 62%. Higher level of
information on material flow, received by
information system will lead to reduction of
manipulation and internal transport operations by 6-
Figure 4: Basic scheme of RFID system configuration.
ELIMINATION OF TIME DEPENDENCE OF INFORMATION VALIDITY BY APPLICATION OF RFID
TECHNOLOGY
133
13%. This also depends on the degree of current
OEM factory automation. Case studies proved that
RFID technology reduced usual error rate (e.g.
delayed supplies and even incorrect deliveries) of
1% to 0,1%.
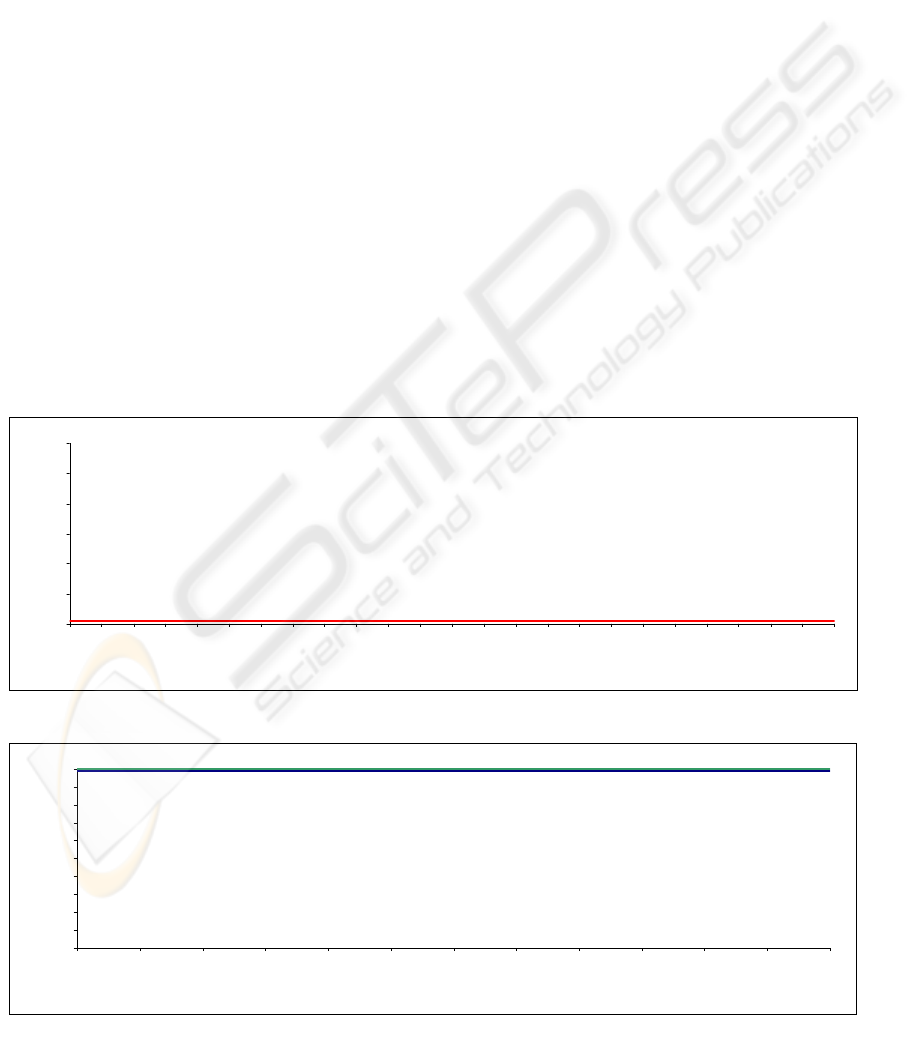
Application of RFID technology for tracking and
tracing of material flow will impact the whole
performance of information systems in terms of
information validity, availability and amount. Use of
RFID system will eliminate time dependence of
amount and quality of information available for
ERP/MES systems.
4 DISCUSSION
Implementation of RFID technology into the OEM
factory and whole supply chain can face certain
problems associated with introduction of cutting
edge technology as phenomenon. Although far less
expensive then “hard” automation RFID technology
requires considerably greater investments then
simple bar coding. Advantages of RFID technology
over bar coding are not always explicit and
calculable. Major companies such Proctor &
Gamble, Wall Mart or U.S. ministry of Defense
already appreciated benefits of such a system.
Proctor &Gamble, for example, expects to reduce its
$3 billion inventory cost to $2 billion by application
of RFID technology (Rockwell automation
Whitepaper, 2004). Although market leaders
expressed their trust to RFID technology it is
speculative whether smaller OEMs can achieve the
same level of effectiveness and cost saving. Without
clear vision of profit they will not cover adoption
costs of RFID technology by their own will. More
likely they will be forced to introduce RFID by
their market leader customers like in a case with
U.S. DoD’s RFID mandate released in January
2004. Department of Defense required its top 100
suppliers to introduce RFID tags into their supplies
(DOD Information guide, 2005). Then it will be up
to OEM to create new business models and find new
a scope of RFID application to maximize a level of
profit. For OEMs there are many areas of RFID use
in-house. Not only tracking & tracing but also
product genealogy, plant asset management,
inventory visibility and labor usage could be greatly
improved by introduction of RFID technology. Last
but not least problem is a lack of widely accessible
information on profits of this technology. Only 35%
of consumers are aware of RFID in some way
(Stageman, 2004).
0
10
20
30
40
50
60
70
80
90
100
0 102030405060708090100110120
Working time [min]
Amount of data [%]
Amount of data available trough tracking&tracing via RFID Amount of data required by ERP/MES system
0
5
10
15
20
25
30
0123456789101112131415161718192021222324
Time [h]
data content validity erro
[%]
Figure 6a: Time dependence of information validity after application of RFID technology.
Fi
g
ure 6b: Time de
p
endence of available data amount after a
pp
lication of RFID technolo
gy
.
ICEIS 2006 - DATABASES AND INFORMATION SYSTEMS INTEGRATION
134

5 FUTURE TRENDS
If RFID technology is to succeed in today’s competition, it
must be economically viable. Although RFID already
found its place in supply chain and warehouse
operations it is arguable if its short-term return of
investment justifies initial cost of implementation.
A major problem of today’s RFID is a lack of
unified electronic product code, making RFID tags
an “internal inventory” of individual companies or
supply chains. Although EPC global standards were
adopted, for really wide spread use of RFID it will
be necessary to introduce certain standardized
format of codes as it was in case with bar codes. To
make tags economically sensible for item-level
tagging of low cost products it is essential to cut
their costs from current ¢ 50 - $2 to maximum ¢ 5
(Sarma, 2003).Mentioned future development of
RFID technology will allow better management of
in-house and supply chain processes with greater
accuracy and provide unprecedented visibility to the
material flows.
ACKNOWLEDGEMENTS
This work was supported by European Commission
programme INTERREG IIIC, ECO4LOG
international project.
REFERENCES
Auto-ID center, 2002. Technology guide, Massachusetts
Institute of Technology, Cambridge
ALTA A/S,2003. White paper, Strategies for in sequence
supply, Copenhagen
Bernroider, E., Koch,S., 2000. Differences in
Characteristics of the ERP System Selection Process
between Small or Medium and Large Organizations,
In AMCIS 2000, Sixth Americas Conference on
Information Systems, pp. 1022-1028, Long Beach, CA
Chappell, G., Ginsburg, L., Schmidt, P.,Smith, J.,
Tobolski, J, 2003. Auto-ID on the Line: The Value of
Auto-ID Technology in Manufacturing, Auto-ID
Center, Massachusetts Institute of Technology,
Cambridge
Choi, B., Kim, B., 2002. MES architecture for FMS
compatible to ERP. In International Journal of
Computer integrated manufactuirng, Vol.15, No.3
Czarnecki, H., Loyd, N., 2000. Simulation of Lean
Assembly Line for High Volume Manufacturing.
Center for Automation and Robotics, University of
Alabama
Donovan, R.M.,2005. SCM: Cracking the „Bullhip
Effect“, R.Michael Donovan & Co., Framingham
DoD suppliers passive RFID information guide,2005,
Version 6.0, January 17
Kisiel, T., 2001. Manufacturing Execution Systems: Steps
to a Successful Implementation. DAI White Paper,
Digital Applications International, London, United
Kingdom
Kumar, V., 1996. Introduction to automation, University
of Pennsylvania
Lawless, G., 2000. Information Technology (IT) For
Manufacturing: Where Has It Been, Where Is It
Heading?.In: Journal of Industrial Technology,Vol.16,
Numb.4
Modrak, V, 2005. Functionalities and Position of
Manufacturing Execution Systems. In Encyclopedia of
Information Science and Technology, Volume 1-5.
Idea Group Reference, Hershey, PA, USA
MESA #2,1997. MES functionalities and MRP to MES
Data Flow Possibilities White Paper 2, Manufacturing
Execution Systems Association, Pitsburgh, P.A.
Ohno, T., 1988. Toyota Production System, Productivity
Press
Ohuchi A., Okuda Y., Nakamura Y., Hitomi M. , H.
Tomita, 2001. A Study of Simulation Model of
Human-Oriented Production Process in Consideration
of Human Factors. In Publication of Industry
Applications Society, Vol. 121D, Numb. 6,
Rockwell automation white paper, 2004. A practical guide
on extracting measurable value from RFID
implementations in plant and warehousing
operations”, October issue
Sarma, S., 2003. Towards 5 cent tag. Auto-ID Center
Massachusetts Institute of Technology, Cambridge
Silva,L., Ramos, A.,Vilarinho,P., 2000. Using simulation
for manufacturing process reengineering. A practical
case study. In
Proceedings of the 2000 Winter
Simulation Conference
Stageman,L., 2004. Consumer Awareness and Concern
About RFID on the Rise. In Market Wire, December
issue
Strassner,M.,Fleisch,E., 2003. The Promise of Auto-ID in
the Automotive Industry. Auto-ID Center,
Massachusetts Institute of Technology, Cambridge
Taylor,D. ,Brunt,D., 2000. Manufacturing Operations and
Supply Chain Management The LEAN Approach”
Viswanadham,N., 2002. Past, present and future of Supply
chain automation. In IEEE Robotics and automation
magazine
Vokorokos, L., Adám, N., Petrík , S., 2004. Operating
Matching In dynamic Data flow Architectures. In
Proceedings of IEEE International conference on
Computational Cybernetics. Vienna, Austria
Weigert,G., Werner,S., Hampel,D., 2000. ROSI – Ein
Programmsystem zur Simulation und Optimierung von
Fertigungsprozessen. 9. ASIM-Fachtagung Simulation
in Produktion und Logistik“, Berlin
ELIMINATION OF TIME DEPENDENCE OF INFORMATION VALIDITY BY APPLICATION OF RFID
TECHNOLOGY
135
