
TaylorMade Visual Burr Detection for High-mix Low-volume Production
of Non-convex Cylindrical Metal Objects
Tashiro Kyosuke, Takeda Koji, Aoki Shogo, Ye Haoming, Hiroki Tomoe and Tanaka Kanji
a
University of Fukui, 3-9-1, Bunkyo, Fukui, Fukui, Japan
{hiroki, tnkknj}@u-fukui.ac.jp
Keywords:
Network Architecture Search, Visual Burr Detection, High-mix Low-volume Production, Non-convex
Cylindrical Metal Objects.
Abstract:
Visual defect detection (VDD) for high-mix low-volume production of non-convex metal objects, such as high-
pressure cylindrical piping joint parts (VDD-HPPPs), is challenging because subtle difference in domain (e.g.,
metal objects, imaging device, viewpoints, lighting) significantly affects the specular reflection characteristics
of individual metal object types. In this paper, we address this issue by introducing a tailor-made VDD
framework that can be automatically adapted to a new domain. Specifically, we formulate this adaptation
task as the problem of network architecture search (NAS) on a deep object-detection network, in which the
network architecture is searched via reinforcement learning. We demonstrate the effectiveness of the proposed
framework using the VDD-HPPPs task as a factory case study. Experimental results show that the proposed
method achieved higher burr detection accuracy compared with the baseline method for data with different
training/test domains for the non-convex HPPPs, which are particularly affected by domain shifts.
1 INTRODUCTION
In this study, we address the problem of visual de-
fect detection (VDD) for high-mix low-volume pro-
duction of non-convex metal objects (Fig. 1), such
as high-pressure cylindrical piping joint parts (VDD-
HPPPs). At automatic metal processing site, when
drilling holes in metal using a robot hand, defects
called burrs occur. The presence of these burrs often
causes scratches and cuts on the hands, which deteri-
orates safety and affects the accuracy of the product.
As HPPPs are produced in small lots, the burr inspec-
tion process is not fully automated and demands man-
ual effort. In some factories, the visual inspection is
carried out by more than six workers, for 18 hours a
day, which is laborious and costly. To address this,
automatic eye-in-hand VDD presents a promising so-
lution to this problem.
Automatic VDD on metal objects has been a long
standing issue in machine vision literature (Chin and
Harlow, 1982) and has been energetically studied in
various places (Czimmermann et al., 2020; Kumar,
2008; Xie, 2008; Huang and Pan, 2015; Newman
and Jain, 1995; Neogi et al., 2014). In recent years,
a
https://orcid.org/0000-0002-1143-5478
there have been attempts to use deep learning for this
problem. In (Natarajan et al., 2017), a flexible multi-
layer deep feature extraction method based on CNN
via transfer learning was developed to detect anoma-
lies. In (Cha et al., 2018), structural damage detec-
tion method based on Faster R-CNN was developed
to address the issues of object size variation, overfit-
ting, and specular reflection. In (Zhao et al., 2020),
remarkable progress was made in detecting corrosion
of metal parts such as bolts.
Majority of these existing VDD approaches tar-
geted convex metal objects such as flat steel surface
(Luo et al., 2020). Therefore, it is often assumed that
the risk of multiple reflections is low and simple fore-
ground/background models were used. In contrast,
the HPPPs targeted in this study are non-convex ob-
jects. Therefore, subtle difference between training
and test domains has a large impact on foreground ap-
pearance (i.e., burrs) and background prior.
In this study, we address the above issue by intro-
ducing a tailor-made VDD framework (Fig. 2) that
can be automatically adapted to a new domain (e.g.,
metal objects, device, viewpoints, lighting). Specifi-
cally, we formulate this adaptation task as the prob-
lem of network architecture search (NAS) (Elsken
et al., 2019) on a deep object-detection network, in
Kyosuke, T., Koji, T., Shogo, A., Haoming, Y., Tomoe, H. and Kanji, T.
TaylorMade Visual Burr Detection for High-mix Low-volume Production of Non-convex Cylindrical Metal Objects.
DOI: 10.5220/0010816000003122
In Proceedings of the 11th International Conference on Pattern Recognition Applications and Methods (ICPRAM 2022), pages 395-400
ISBN: 978-989-758-549-4; ISSN: 2184-4313
Copyright
c
2022 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
395
domain A
domain B
domain C
domain D
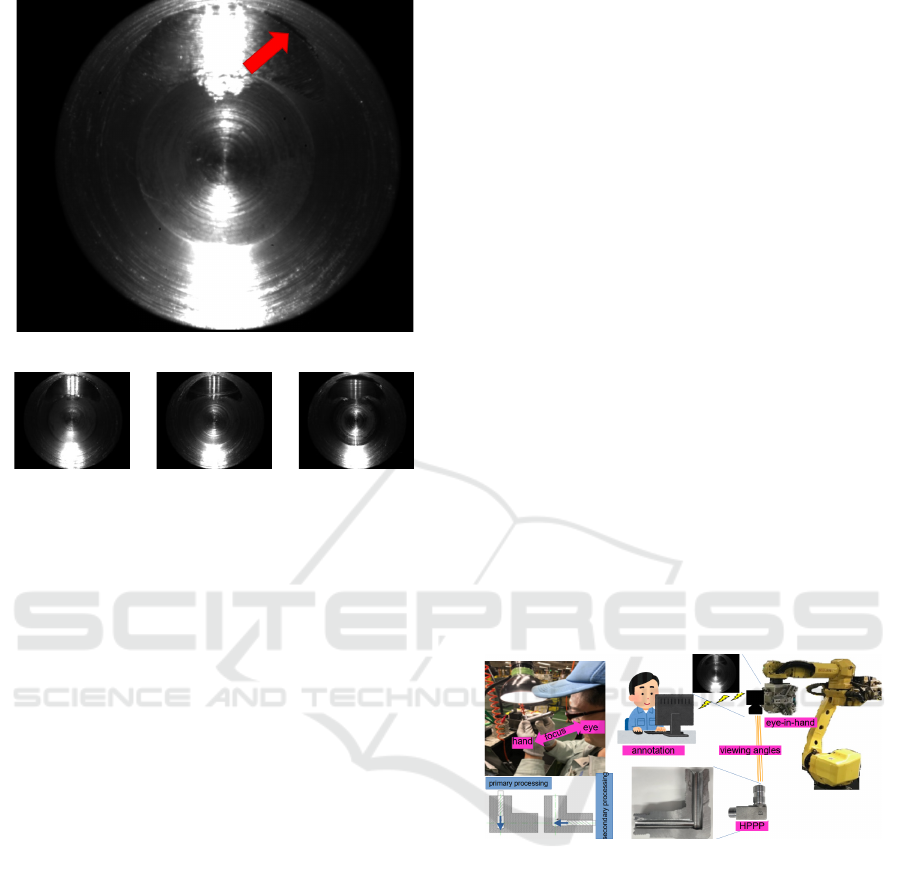
Figure 1: Visual burr detection in HPPPs.
which the network architecture is searched via rein-
forcement learning. We demonstrate the effectiveness
of the proposed framework by using the VDD-HPPPs
task as a factory case study. Experimental results
show that the proposed method achieved higher burr
detection accuracy than the baseline method for data
with different domains for the non-convex HPPPs,
which are particularly affected by domain-shift.
2 VISUAL DEFECT DETECTION
(VDD) PROBLEM
Figure 1 shows an example of HPPPs and images
taken by the eye-in-hand in four different domains.
The arrow indicates the position of the burr.
The HPPPs have a wide variety of registered prod-
ucts, about 20,000 items. The production quantity is
mainly small lots, and the monthly production starts
from one. This is very different from the conventional
applications such as hydraulic parts and engine parts
flowing on a dedicated line (Tumer and Bajwa, 1999).
Existing image recognition softwares often require as
many as seven days to adjust the program to adapt to
a new domain, and it is necessary to change the spec-
ifications of parts and items. Therefore, they are not
suitable for small lot products such as HPPPs.
In this study, we aim to achieve a good trade-off
between the online VDD performance and the offline
adaptation speed. To this end, it is necessary to ad-
dress the following issues. (1) The appearance looks
similar between the burr area and the background area
in the image (Fig. 1). (2) The shapes and sizes of
burrs are diverse and not easy to generalize. (3) The
burrs occur in non-convex cylindrical holes inside the
joint parts (Fig. 2), and are thus affected by the dif-
fused light reflection that is difficult to model. (4)
Even when a calibrated eye-in-hand is used, the view-
point can shift randomly up to about 3 pixels in terms
of the image coordinate. To solve the above issues, a
highly versatile and accurate machine vision method
is needed.
3 PROPOSED APPROACH
The proposed approach consists of two distinctive
stages: the offline-adaptation and online-detection
stages. The adaptation stage is responsible for adapt-
ing the deep neural network to a new domain, and it is
the pipeline consisting of semi-automatic annotation,
model-based coordinate-transformation, tailor-made
network-architecture search, and network-parameter
fine-tuning. The detection stage is responsible for de-
tecting burrs inside a given image, and it consists of
the coordinate-transformation and visual burr detec-
tion. Hereinafter, each process will be described in
detail.
Figure 2: From manual to automatic VDD.
Annotation cost is a major part of the total cost
required to adapt a VDD software to small-lot metal
projects, such as HPPPs. In our case study’s factory
site, the annotation is provided by skilled workers in
the form of bounding polygons, by using the LabelMe
tool (Russell et al., 2008) (Fig. 2). As can be seen
from Fig. 1, it would be difficult for a non-skilled per-
son even to visually distinguish burrs from the back-
ground textures. Surprisingly, skilled human work-
ers often become able to distinguish burrs with 100%
accuracy after sufficient time spent training (Fig. 3).
This indicates that the VDD task may not be infeasi-
ble, which has motivated us to develop an automatic
VDD system.
We have been developing a user-interface for
semi-automatic annotation in our factory site (Fig. 2).
ICPRAM 2022 - 11th International Conference on Pattern Recognition Applications and Methods
396

Figure 3: Ground-truth burrs and annotations.
Using it, given a 3D CAD HPPP model and a cali-
brated camera, a forward/backward projection model
of the camera can be obtained. These models en-
able transferring an annotated bounding polygon in
the image coordinate of one viewpoint to that of an-
other viewpoint. This transfer technique eliminates
the need for additional annotation per different obser-
vation condition on the same HPPP type, which leads
to significant reduction in the total annotation cost.
Majority of state-of-the-art object detection net-
works assume bounding box-shaped annotation (Jiao
et al., 2019; Liu et al., 2020; Zou et al., 2019). In con-
trast, the ground-truth (GT) of burr regions in an input
image often have a crescent-like shape and do not fit
well into bounding boxes. To solve this, we propose
to transform the image coordinate system appropri-
ately. In our specific case, such crescent-like burrs
usually occur inside cylindrical HPPPs. Therefore,
polar coordinate transformation with the cylinder cen-
ter coordinates in this image as a hyper-parameter
is performed (Fig. 3). Through preliminary experi-
ments, we found that such a cylinder center in a given
image can be stably and accurately predicted by using
a RANSAC-based circle fitting to the cylinder border
circle. Figure 3 shows the result of image transfor-
mation. Comparing before and after image transfor-
mation, it can be confirmed that the filling rate of the
burr region with respect to the bounding box is higher
after transformation. In the experiment, polar coordi-
Figure 4: NAS-searched object-detector.
nate images with size 800×1333 pixels were used.
The proposed NAS framework is inspired by
(Ghiasi et al., 2019), which we further developed
by introducing the following two steps, which are
iterated until the time budget is expired: (1) The
Controller-RNN creates a candidate architecture and
trains a child network with that architecture, and (2)
The Controller-RNN is updated by policy gradient
with rewards obtained from reinforcement learning.
The objective of the proposed NAS is to find an opti-
mal child network, so as to maximize the VDD per-
formance in terms of domain adaptation and gener-
alization. In this framework, a child network is de-
scribed by a parameter variable that consists of a set
of mutually connected network building blocks and
their connection relationship (Fig. 4). A building
block takes two feature maps from the backbone net-
work (ResNet-50) as input, and integrates them using
SUM or global pooling operation, into a new feature
map. Thus, each block can be described by a triplet
ID: a pair of input feature map IDs and an operation
ID (∈ {SUM, POOLING}). By definition, the in-
put IDs chosen are not duplicated. In addition, the
new feature map created by a block is regarded as an
additional candidate input for future building blocks.
Thus, the space of the triplet ID can increase as iter-
ation proceeds. At each iteration, the newest feature
map is considered as the output of a child network. In
the experiments, a set of 4 feature maps P2, P3, P4
and P5, with resolutions (200, 334), (100, 167), (50,
84), and (25, 42), respectively, are used.
We observe that combining the low and high layer
feature maps (i.e., combining primitive and seman-
tic features) with NAS is often effective. The rea-
son might be that in our application of VDD-HPPPs,
the size of burrs has a large bias and the shape is not
constant and thus, the high level semantic information
plays an important role. The NAS efficiently searches
over the exponentially large number of such combi-
nations, and successfully finds an optimal one, as we
will demonstrate in the experimental section.
The process described in Step-2 is detailed in
the following. This process aims to maximize
the expected reward J(θ
c
) by updating the hyper-
parameters θ
c
of the Controller-RNN by policy gradi-
ent. J(θ
c
) is defined by: J(θ
c
) = E
P(a
1:T
;θ
c
)
[R], where
TaylorMade Visual Burr Detection for High-mix Low-volume Production of Non-convex Cylindrical Metal Objects
397

a
1:T
is an action of Controller-RNN. Thus, it is up-
dated by:
5
θ
c
J(θ
c
) =
T
∑
t=1
E
P(a
1:T
;θ
c
)
[5
θ
c
logP(a
t
|a
(t−1):1
;θ
c
)R],
where a
1:T
is an action of Controller-RNN, m = 1
is the number of architectures that the Controller-
RNN verifies in one mini-batch. T is the number of
hyper-parameters to be estimated. R
k
is the average-
precision (AP) in the k-th architecture. b is the expo-
nential moving average of the AP of the neural net-
work architecture up to that point. The smoothing
constant is 0.8. The learning rate is 0.1. The number
of training iterations is 3000 per child network. The
hyper-parameters in (Ghiasi et al., 2019) are set as fol-
lows: cfgs.LR = 0.001, cfgs.WARM-step = 750, and
#trials = 500. The NAS with above setting consumes
2 weeks using a graphics processing unit (GPU) ma-
chine (NVIDIA RTX 2080). Figure 5 shows progress
of NAS search.
The searched architecture is then used to train a
burr detector. For the training, the Faster R-CNN
algorithm is used. At this time, the parameters
for training are set as followings. cfgs.LR=0.001.
cfgs.WARM-step=2,500. Subsequent learning rates
are reduced 1/10 times when the number of training
sessions is 60,000, and 1/100 times when the number
of training sessions is 80,000. The number of train-
ing iterations is 150,000. The time required is about 2
days using the above same GPU machine.
The detection process takes a query image and
predicts bounding boxes of burr regions with a non-
maxima suppression. The confidence score is evalu-
ated as the highest probability values among all the
classes in the Faster R-CNN. The computation speed
per image was around 3 fps.
4 EXPERIMENT
The proposed tailor-made VDD framework has been
evaluated using real HPPP dataset in four different do-
mains that is collected on the target factory site. This
section describes the dataset, the baseline method, ex-
perimental results, and provides discussions.
Figure 1 shows examples of image datasets. We
collected four independent collections of images, A,
B, C, and D at different domains, and manually anno-
tated every image. The dataset size are 402, 396, 50,
and 76 for A, B, C, and D, respectively. Only the sets
A and B are large enough and are thus used for NAS,
training and testing, while C and D are used only for
testing.
The set A or B is split into 1:2:1 subsets namely,
NAS, training, and evaluation subsets. The NAS sub-
set is used for evaluating each child network dur-
ing the NAS task. The union of the NAS and train-
ing subsets is used for training. The evaluation sub-
set is used for performance evaluation on a trained
NAS-searched VDD model. As aforementioned, ev-
ery training/test image is transformed to polar coordi-
nate before being input to the training or testing pro-
cedure. For NAS and training, a left-right flipping
data augmentation is applied.
A deep object detector using a feature pyramid
network (FPN) (Lin et al., 2017) is used as a baseline
method. The FPN consists of three features, bottom-
up direction, top-down direction, and potential con-
nection, to the feature layers of different scales output
by the convolutional neural network. This provides
both low-resolution semantically strong features and
high-resolution semantically weak features. A Faster
R-CNN is used for detection task. Despite the effi-
ciency, FPN is based on a manually designed architec-
ture, and thus, it is not optimized for a given specific
application.
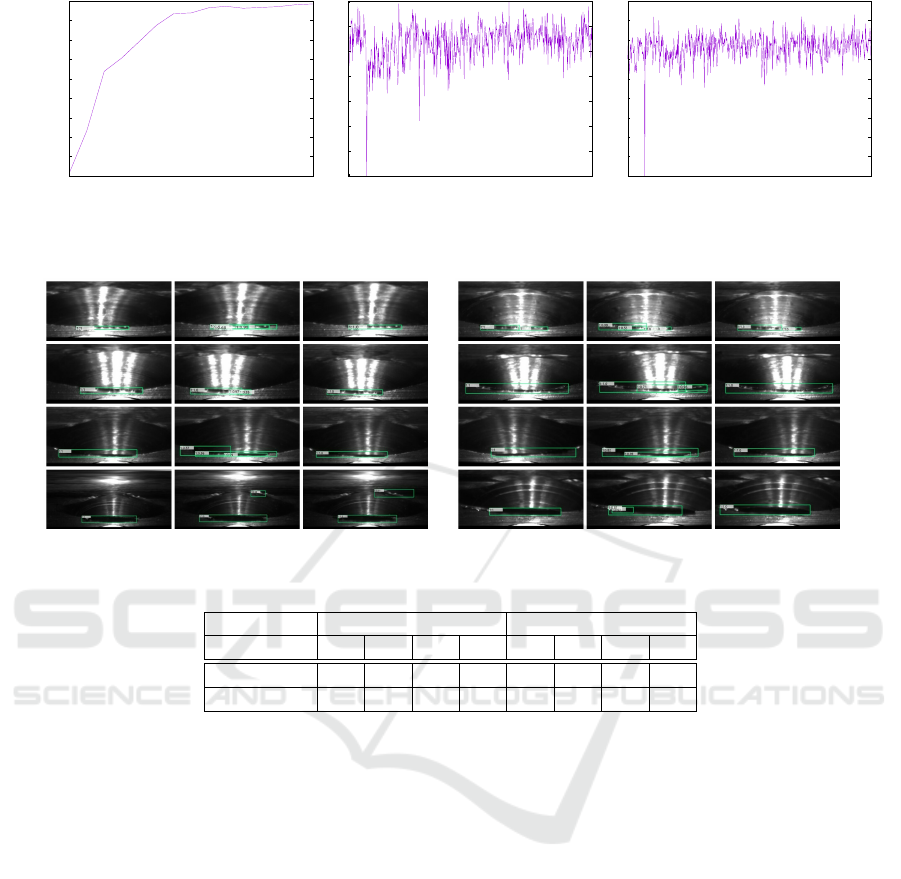
Figure 5 shows NAS progress when subset A is
used as the NAS subset. It was confirmed that the
curve rises slightly as the trial proceeds, and that
the Controller-RNN learned the generation of a bet-
ter feature map over time through trial and error, and
the search was performed adequately.
As shown in the Fig. 5, the NAS score converged
at 110,000-th iteration. We use the architecture at this
point to evaluate the VDD performance. Specifically,
the convergence is judged if change in AP values be-
tween two consecutive training sessions is equal or
lower than 0.01. For performance evaluation, aver-
age precision (AP) is evaluated for different threshold
values on IoU, from 0.5 to 0.95 with 0.05 increment
step, and then average of these AP values is used as
the performance index.
Table 1 shows performance results.
First, let us discuss the results for trained NAS
searched VDD model using the dataset A as the
training set. From the evaluation result, it is con-
firmed that the proposed method provides better
performance compared with FPN in all the test
sets. Figure 6 shows example detection results
for GT/FPN/Proposed (columns) for test domains
A/B/C/D (rows) for training domains A/B (left/right),
with bounding boxes whose confidence scores are
higher than 0.5. Overall, the number of bounding
boxes generated by the proposed method tended to
be the same as that of the ground-truth. Exception-
ally, for testing domain D, there were much false pos-
itives for both the proposed and FPN methods. This is
ICPRAM 2022 - 11th International Conference on Pattern Recognition Applications and Methods
398
0.4
0.45
0.5
0.55
0.6
0.65
0.7
0.75
0.8
0.85
AP
#iteration (x 0.001)
a
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0
AP
#iterations
b
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0
AP
#iterations
c
Figure 5: NAS progress.
Figure 6: VDD results.
Table 1: Average-precision performance [%].
training set A B
test set A B C D A B C D
FPN 31.4 13.2 36.0 47.6 17.9 39.7 14.3 8.8
Proposed 31.7 30.6 48.9 58.8 33.4 52.1 41.1 44.5
mainly due to the dark lighting conditions. It should
be noted that for FPN, the bounding boxes often do
not appear, as the confidence score is often lower than
0.5.
Next, let us discuss the results for trained NAS-
searched VDD model using dataset B as the training
set. The results are reported in Table 1. For FPN, the
domain B is challenging and thus its training result
was difficult to generalize to other domains. Despite
this, the proposed tailor-made VDD framework was
able to predict with high accuracy for other domains
as well.
From the above results, it could be concluded that
VDD performance was significantly improved by the
proposed taylor-made VDD despite the fact that the
adaptation process is highly automated and efficient.
5 CONCLUSION
In this study, we presented a tailor-made visual de-
fect detection framework that can be adapted to var-
ious domains. To the best of our knowledge, we
are the first to formulate the VDD-HPPPs as an im-
portant and challenging new machine-vision applica-
tion that is characterized by a combination of non-
convex metal parts with complex specular reflections
and high-mix low-volume production. In this study,
we adapted the NAS technique to search for the op-
timal architecture of the network. Through a factory
case study, we demonstrated that our approach is able
to search for a versatile network architecture and en-
ables us to detect burrs with higher accuracy com-
pared with the baseline method under domain shifts.
TaylorMade Visual Burr Detection for High-mix Low-volume Production of Non-convex Cylindrical Metal Objects
399

ACKNOWLEDGEMENTS
Our work has been supported in part by JSPS
KAKENHI Grant-in-Aid for Scientific Research (C)
17K00361, and (C) 20K12008.
We would like to express our sincere gratitude to
Kitagawa Hirofumi, Takahashi Hisashi, Matsuno Ed-
uardo, Takamura Ryota, and Takahashi Yasutake, for
development of eye-in-hand system, which helped us
to focus on our VDD project.
REFERENCES
Cha, Y.-J., Choi, W., Suh, G., Mahmoudkhani, S., and
B
¨
uy
¨
uk
¨
ozt
¨
urk, O. (2018). Autonomous structural vi-
sual inspection using region-based deep learning for
detecting multiple damage types. Computer-Aided
Civil and Infrastructure Engineering, 33(9):731–747.
Chin, R. T. and Harlow, C. A. (1982). Automated visual
inspection: A survey. IEEE transactions on pattern
analysis and machine intelligence, (6):557–573.
Czimmermann, T., Ciuti, G., Milazzo, M., Chiurazzi, M.,
Roccella, S., Oddo, C. M., and Dario, P. (2020).
Visual-based defect detection and classification ap-
proaches for industrial applications-a survey. Sensors,
20(5):1459.
Elsken, T., Metzen, J. H., Hutter, F., et al. (2019). Neural
architecture search: A survey. J. Mach. Learn. Res.,
20(55):1–21.
Ghiasi, G., Lin, T.-Y., and Le, Q. V. (2019). Nas-fpn:
Learning scalable feature pyramid architecture for ob-
ject detection. In Proceedings of the IEEE/CVF Con-
ference on Computer Vision and Pattern Recognition,
pages 7036–7045.
Huang, S.-H. and Pan, Y.-C. (2015). Automated visual
inspection in the semiconductor industry: A survey.
Computers in industry, 66:1–10.
Jiao, L., Zhang, F., Liu, F., Yang, S., Li, L., Feng, Z., and
Qu, R. (2019). A survey of deep learning-based object
detection. IEEE Access, 7:128837–128868.
Kumar, A. (2008). Computer-vision-based fabric defect de-
tection: A survey. IEEE transactions on industrial
electronics, 55(1):348–363.
Lin, T.-Y., Doll
´
ar, P., Girshick, R., He, K., Hariharan, B.,
and Belongie, S. (2017). Feature pyramid networks
for object detection. In Proceedings of the IEEE con-
ference on computer vision and pattern recognition,
pages 2117–2125.
Liu, L., Ouyang, W., Wang, X., Fieguth, P., Chen, J., Liu,
X., and Pietik
¨
ainen, M. (2020). Deep learning for
generic object detection: A survey. International jour-
nal of computer vision, 128(2):261–318.
Luo, Q., Fang, X., Liu, L., Yang, C., and Sun, Y. (2020).
Automated visual defect detection for flat steel sur-
face: A survey. IEEE Transactions on Instrumentation
and Measurement, 69(3):626–644.
Natarajan, V., Hung, T.-Y., Vaikundam, S., and Chia, L.-
T. (2017). Convolutional networks for voting-based
anomaly classification in metal surface inspection. In
2017 IEEE International Conference on Industrial
Technology (ICIT), pages 986–991. IEEE.
Neogi, N., Mohanta, D. K., and Dutta, P. K. (2014). Re-
view of vision-based steel surface inspection systems.
EURASIP Journal on Image and Video Processing,
2014(1):1–19.
Newman, T. S. and Jain, A. K. (1995). A survey of auto-
mated visual inspection. Computer vision and image
understanding, 61(2):231–262.
Russell, B. C., Torralba, A., Murphy, K. P., and Freeman,
W. T. (2008). Labelme: a database and web-based
tool for image annotation. International journal of
computer vision, 77(1-3):157–173.
Tumer, I. and Bajwa, A. (1999). A survey of aircraft engine
health monitoring systems. In 35th joint propulsion
conference and exhibit, page 2528.
Xie, X. (2008). A review of recent advances in surface de-
fect detection using texture analysis techniques. EL-
CVIA: electronic letters on computer vision and image
analysis, pages 1–22.
Zhao, Z., Qi, H., Qi, Y., Zhang, K., Zhai, Y., and Zhao,
W. (2020). Detection method based on automatic vi-
sual shape clustering for pin-missing defect in trans-
mission lines. IEEE Transactions on Instrumentation
and Measurement, 69(9):6080–6091.
Zou, Z., Shi, Z., Guo, Y., and Ye, J. (2019). Object detection
in 20 years: A survey. CoRR, abs/1905.05055.
ICPRAM 2022 - 11th International Conference on Pattern Recognition Applications and Methods
400
