Optimization of the Bottleneck Caused by Stacker Cranes in Dynamic
Hybrid Pallet Warehouses and Investigation of the Influence of the
Input/Output Area on Performance
Giulia Siciliano
a
, Anna Durek-Linn
b
and Johannes Fottner
c
Chair of Materials Handling, Material Flow, Logistics, Technical University of Munich,
Boltzmannstraße 15, Garching bei München, Germany
Keywords: Stacker Crane-based Warehouse, Discrete Event, Control Strategies, Route Optimization.
Abstract: The need for ever-higher performance in pallet storage systems has led to the development of Dynamic Hybrid
Pallet Warehouses (DHPW). DHPWs are created by either hybridizing a stacker crane-based warehouse with
shuttles, or by hybridizing a shuttle-based warehouse with stacker cranes. One limiting factor in both
categories is the bottleneck caused by having multiple stacker cranes in a single aisle. In this paper, we
demonstrate that, by using the proper control algorithms, the stacker crane bottleneck can be alleviated in
relation to the second DHPW category – almost to the point of reaching the performance that would be
obtained by introducing an additional stacker crane. Finally, we illustrate how the design of the loop on the
base tier has an increasing influence on the range of bottleneck improvement as the number of shuttles
increases.
1 INTRODUCTION
DHPWs are new systems which make it possible to
take advantage of the flexibility in the connection
between shuttles and stacker cranes in order to
achieve higher throughputs of the non-hybridized
base models on which they are based. The type called
Layout 1 is obtained by hybridizing an automated
storage and retrieval system (AS/RS) composed of
channel storage and stacker cranes with a shuttle base
tier (Eder, Klopfenstein, and Gebhardt 2019;
Siciliano, Lienert, and Fottner 2020). The types called
Layout 2 and Layout 3 are obtained by hybridizing a
warehouse based on shuttles with stacker cranes used
to connect the different levels (Malik 2014; Siciliano,
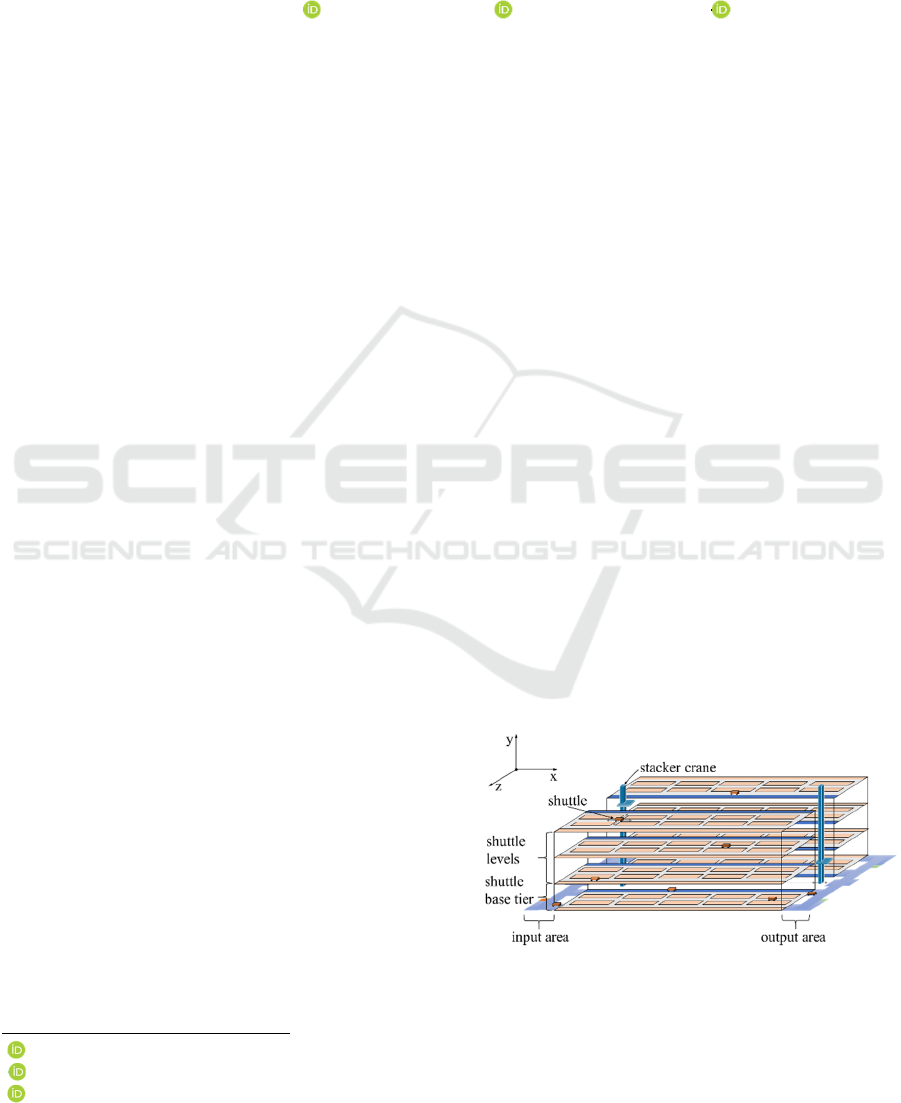
Yu, and Fottner 2022), as in Figure 1. The structure
of their base tier is shown in Figure 2. The difference
between Layout 2 and Layout 3 is that, in the latter,
the shuttles are free to move among the levels, which
strongly affects the performance of the warehouse as
the number of shuttles varies (Siciliano, Yu, and
Fottner 2022).
a
https://orcid.org/0000-0002-8438-9409
b
https://orcid.org/0000-0002-1247-6132
c
https://orcid.org/0000-0001-6392-0371
Layout 1, having a single base of shuttles, is much
more economical than Layouts 2 and 3, but it cannot
achieve as high a throughput as these (Siciliano, Yu,
and Fottner 2022). In Layout 1, it is possible to
increase the performance by using appropriate order
assignment strategies (Siciliano and Fottner 2021), or
through particular configurations and control
algorithms aimed at improving the impact of the
stacker crane bottleneck on performance (Siciliano,
Durek-Linn, and Fottner 2022).
Figure 1: Structure of Layouts 2 and 3 (Siciliano, Yu, and
Fottner 2022).
Siciliano, G., Durek-Linn, A. and Fottner, J.
Optimization of the Bottleneck Caused by Stacker Cranes in Dynamic Hybrid Pallet Warehouses and Investigation of the Influence of the Input/Output Area on Performance.
DOI: 10.5220/0011313600003274
In Proceedings of the 12th International Conference on Simulation and Modeling Methodologies, Technologies and Applications (SIMULTECH 2022), pages 123-130
ISBN: 978-989-758-578-4; ISSN: 2184-2841
Copyright
c
2022 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
123

In the following sections, we will conduct a brief
literature review of methodologies for improving the
performance of stacker cranes and then propose
several configurations and control algorithms for
optimizing multiple stacker cranes in a single aisle in
Layouts 2 and 3.
Figure 2: Structure of the base tier for Layouts 2 and 3
(Siciliano, Yu, and Fottner 2022).
2 LITERATURE REVIEW
Unlike DHPWs in which stacker cranes can exchange
pallets at transfer buffer locations along the entire
aisle, conventional AS/RSs include an input and an
output location only at the ends of the aisle. The
length of the aisle can be shortened in order to
increase the throughput of such systems (Lantschner
2015). Alternatively, a second stacker crane can be
introduced on separate rails (Hino, et al. 2009; Kung,
et al. 2012; Kung, et al. 2014). Another option for
improving performance is to coordinate more than
two stacker cranes on the same common rail, doing
which requires a specific control strategy (Kung, et
al. 2014). In addition, the development of analytical
methods (e.g., genetic coding for optimizing stacker
crane routes) can also provide an increase in terms of
throughput (Zhang and Zheng 1995). In (Siciliano,
Durek-Linn, and Fottner 2022) as regards Layout 1,
we developed several strategies for improving the
stacker crane bottleneck not only for the basic
configuration of Layout 1 having one satellite per
stacker crane, but also for the case in which more
satellites are assigned to each stacker crane, and in
which each stacker crane has two satellite positions
instead of one. In the following section, we illustrate
the optimization strategies applicable to Layouts 2
and 3.
3 OPTIMIZATION
ALGORITHMS
We apply the same stacker crane optimization
strategies to Layouts 2 and 3. In each layout,
however, it is necessary to employ adaptations of
varying extent when implementing these strategies.
In the event that the stacker cranes are equipped
with one pallet- or shuttle-position, we denote as One
Direction the algorithm we propose for improving the
stacker crane bottleneck. The purpose of this
algorithm is to reduce the time needed for a stacker
crane to serve shuttles by requiring that as many
orders as possible - up to a maximum of n - be
executed in the same aisle direction. For sake of
simplicity, the retrieval case is illustrated in Figure 3.
P2 denotes the location on the transfer buffer of one
of the levels where the stacker crane picks up the
pallet for Layout 2 or the shuttle for Layout 3 to be
retrieved to the transfer buffer of the base tier. The
control logic for the storage process is easily deduced
from that for the retrieval, so it is omitted here for the
sake of brevity. In the double cycle process, retrieval
and storage orders are chosen alternately up to a
maximum of 2n, i.e., n double cycles in the same
direction. In fact, a double cycle is defined as the
combination of a storage and a retrieval carried out by
the stacker crane. It is important to note that, in the
algorithm, the |x| coordinate of P2 must be greater
than and not equal to that of the last selected location
on the transfer buffer, because the stacker crane might
otherwise get stuck satisfying orders all having the
same x coordinate, but on different levels.
If the stacker cranes are equipped with two pallet-
or shuttle-positions, then we used the Double
algorithm to improve the throughput. We introduced
this algorithm for Layout 1 in an earlier contribution
(Siciliano, Durek-Linn, and Fottner 2022), and the
aim of this strategy is to combine two orders together
in order to reduce the total time taken by the stacker
crane to execute them. We then modified and further
developed the algorithm so as to fit Layouts 2 and 3.
In fact, each action is accomplished for each pallet or
shuttle, transported by the stacker crane, before
executing the next action.
As always in the case of stacker cranes comprising
two pallet- or shuttle-positions, an alternative to
Double is the Succession algorithm. We have
proposed this algorithm for Layout 1 in an earlier
paper (Siciliano, Durek-Linn, and Fottner 2022). Its
purpose is to find the order of operations allowing the
stacker crane to minimize its cycle time after
evaluating all of the possible combinations of
operations thereby. We then adapted it to be applica-
SIMULTECH 2022 - 12th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
124
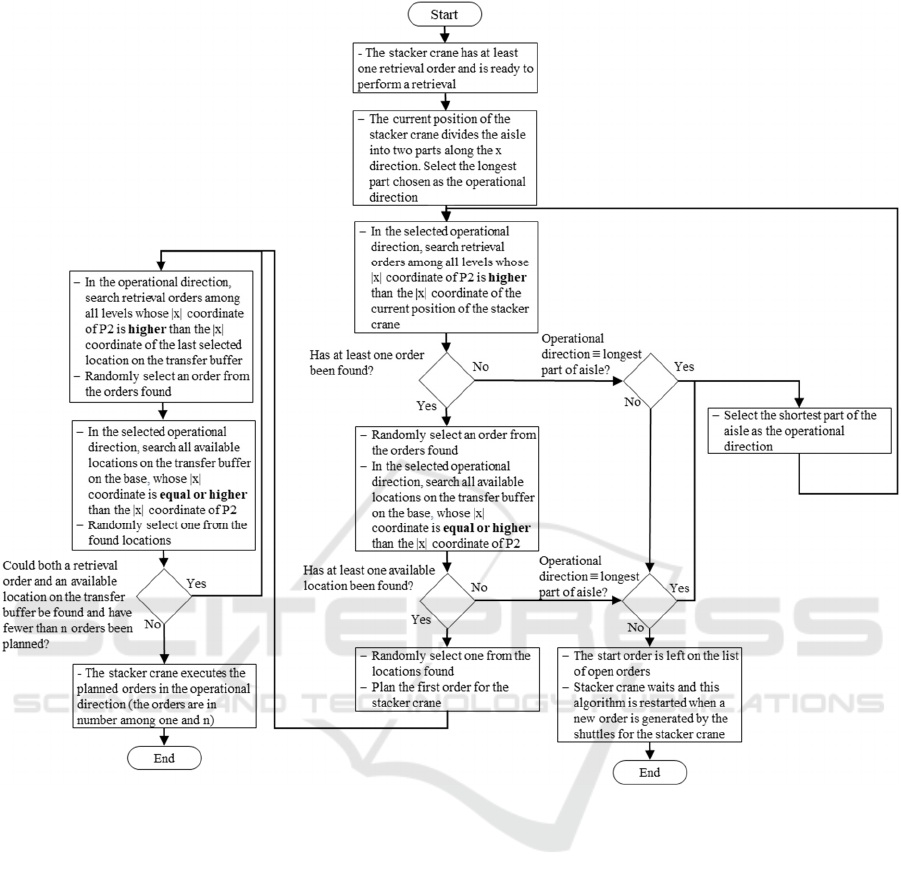
Figure 3: One Direction control strategy: Control logic for the stacker crane in Layouts 2 and 3.
ble for Layout 2 and 3 as well. In contrast to Layout
1, the presence of shuttles on all levels in Layouts 2
and 3 introduces additional boundary conditions
regarding coordination of the stacker crane. As a
result, in the process of double cycles, it is often
impossible for at least one retrieval or storage order
to be found. In such a case, in order to avoid reducing
the throughput of the warehouse, it becomes
necessary to perform two single cycles of the same
type, thus optimizing the succession of operations in
this case as well.
The following sections illustrate the experiments
performed and evaluate the effectiveness of each of
the algorithms described in Layouts 2 and 3.
4 SIMULATION STUDY
The purpose of this section is to identify which
control algorithms most improved the throughput
bottleneck caused by stacker cranes, and to
demonstrate the strong influence of loop or I/O area
design on throughput as the number of shuttles
increases. To this end, we performed experiments in
the discrete event simulation environment Plant
Simulation Tecnomatix. Given the small level of
variance, five repetitions of 24 hours each per
experiment were sufficient. We compared the
analytically calculated single shuttle cycle time with
the simulated cycle time to verify the model
(Siciliano, Lienert, and Fottner 2020). For validation,
we compared the simulated times for the shuttles and
Optimization of the Bottleneck Caused by Stacker Cranes in Dynamic Hybrid Pallet Warehouses and Investigation of the Influence of the
Input/Output Area on Performance
125
stacker crane with those of the real subsystem
prototypes (Siciliano, Schuster, and Fottner 2021).
The warehouse under consideration had 56 locations
distributed along the aisle for each of the transfer
buffers on the right and on the left. Every level was
similar to the base of Figure 2, except for the absence
of the I/O areas, and was equipped with 512 storage
locations. These storage locations were divided by
three storage aisles on each side of the warehouse and
two cross aisles used to ensure the movement of the
shuttles. There were three levels in addition to the
base. The base had one I/O area for each of the
extremes of the aisle. Every I/O area was equipped
with two I/O locations, which were used both for the
pallet entering from an extreme of the aisle as well as
those exiting from the other. The parameters we used
were provided by the manufacturer and are provided
in Tables 1 and 2. The maximum number of orders
for the strategy One Direction is set at four, because
the simulation experiments we executed have shown
that this number is rarely reached. Therefore, it would
not be efficient to set a higher maximum number of
orders. The abbreviations used in the experiments are
provided in Appendix.
Table 1: Stacker crane parameters.
Parameter Value
Travel speed x
4.0
Travel acceleration x
0.5
Lifting speed y
1.0
Lifting acceleration y
1.0
Time of pallet handover
6.0 𝑠
Time for positioning
b
efore channel
1.0 𝑠
Table 2: Shuttle parameters.
Parameter Value
Speed (loaded)
0.6
Speed (empty)
1.0
Acceleration (loaded)
0.3
Acceleration (empty)
0.6
Turning time 6.6 s
Handover time 10.0 s
4.1 Advantages of Optimization
Algorithms for Layout 2
We first evaluated the effectiveness of the
optimization strategies on Layout 2 in the case of
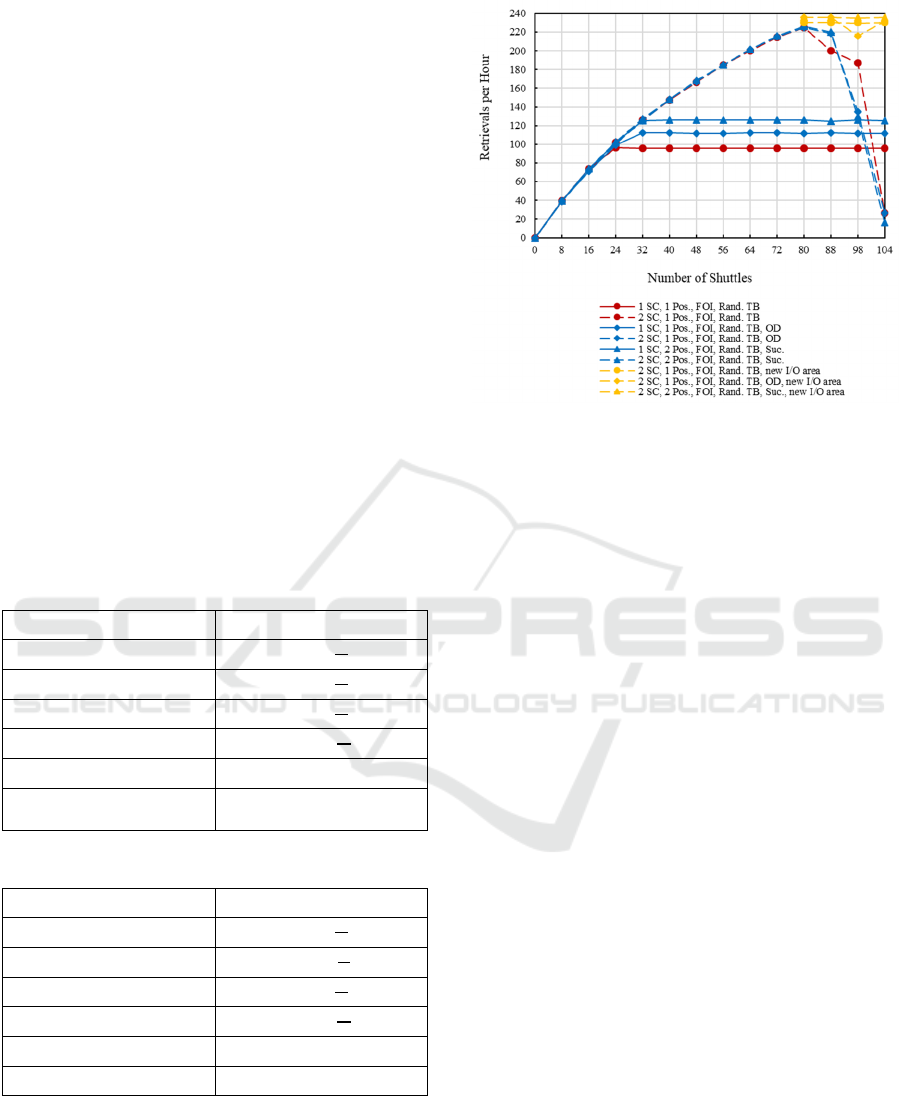
Figure 4: Effects of optimization strategies on the
throughput of Layout 2 for retrieval process.
retrieval. Figure 4 shows that, if only one stacker
crane is used, it is possible to achieve a significant
increase in throughput by applying the One Direction
strategy (blue solid line with rhombus), as compared
to the non-optimized base case (red solid line with
circles), in which the stacker cranes are bottle-
necking the system (i.e., for 32 or more shuttles).
Double strategy does not result in any throughput
improvement in comparison to the non-optimized
base case for Layout 2. Figure 4 demonstrates that the
Succession strategy (blue solid line with triangles)
provides a very high throughput improvement against
the non-optimized base case when the stacker crane
bottleneck occurs. This improvement amounts to
nearly 20 additional retrievals per hour. It should be
noted that, in the case of two stacker cranes, the
stacker crane bottleneck does not occur until at least
80 shuttles. Therefore, none of the strategies for
bottleneck improvement provided results better than
the non-optimized base case for two stacker cranes.
Figure 4 reveals the strong influence of the design
of the I/O area on performance when a high number
of shuttles is used. In fact, in the case of more than 80
shuttles, it is clear from the sudden decrease in
performance that deadlocks occur and, observing the
simulation, the reason is that they are creating
congestion in the I/O area. To avoid deadlocks, we
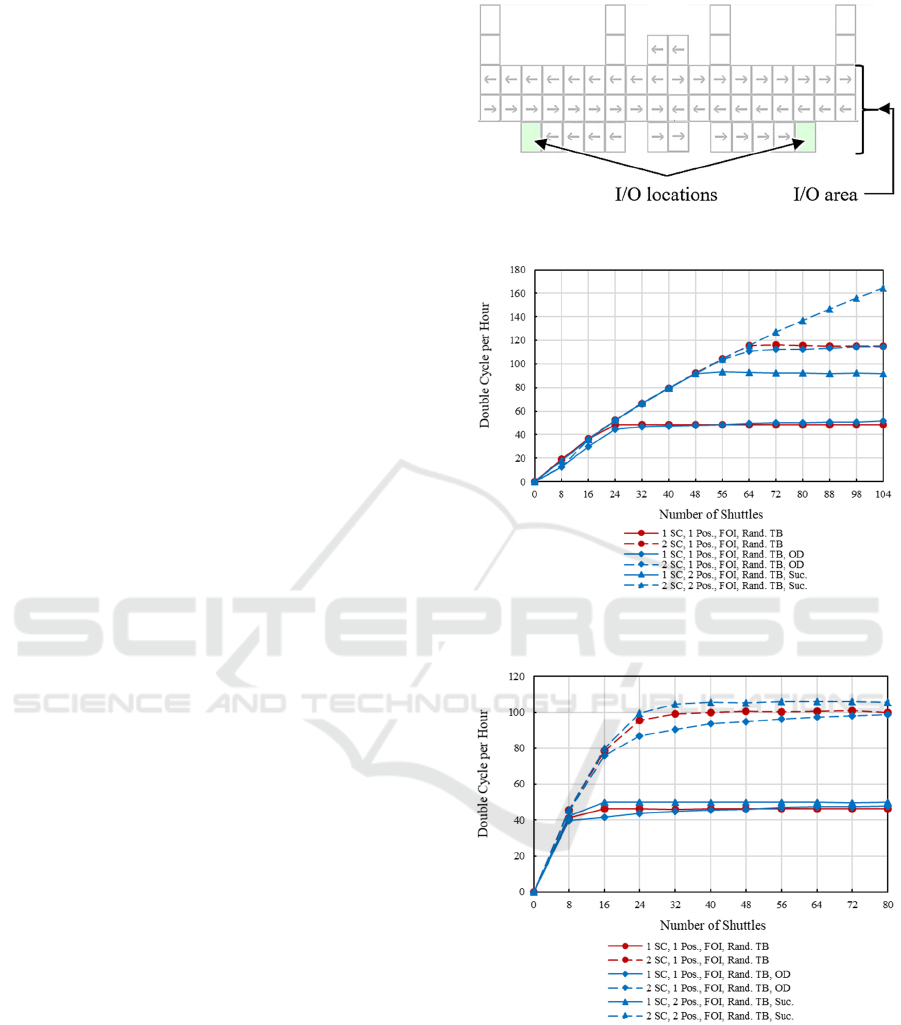
developed a new I/O area in Figure 5. The
performance achieved using the new loop is
represented in Figure 4 for 88 or more shuttles by the
yellow lines, which show that, even in the bottleneck
with two stacker cranes, the One Direction and
Succession strategies provided a slight throughput
SIMULTECH 2022 - 12th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
126
improvement compared to the non-optimized base
case. However, this improvement was limited by a
new bottleneck, i.e., the one caused by the number of
I/O locations present in the area.
Figure 6 shows the results of the optimization
strategies for Layout 2 in the case of double cycles.
For one stacker crane, the Succession strategy (blue
solid line with triangles) provided a very high
throughput improvement compared to the non-
optimized base case (red solid line with circles). For
48 shuttles, this amounted to about 40 additional
pallets retrieved and 40 additional pallets stored per
hour. It is important to note that this brought the
performance of the system quite near to that obtained
when using two stacker cranes in the non-optimized
base case (red dotted line with circles). This allowed
a very high level of throughput to be obtained without
the investment of an additional stacker crane, thus
reducing investment and operating costs. In addition
to improving throughput, the Succession strategy
improved the throughput, but it also postponed the
bottleneck of the stacker cranes from 24 to 48
shuttles, which represented a significant contribution
to the improvement of the systems scalability.
In case of two stacker cranes, the Succession
control algorithm (blue dotted line with triangles)
guaranteed an even higher throughput improvement,
which amounted to about 50 additional pallets
retrieved and 50 additional pallets stored per hour
compared to the non-optimized base case. Moreover,
the stacker crane bottleneck was postponed from 64
to at least 104 shuttles.
We were surprised to see that no relevant
improvement was provided by the One Direction and
Double strategies. It should be noted that, in Layout
1, the Double strategy was good at enabling
bottleneck improvement in the double cycles
(Siciliano, Durek-Linn, and Fottner 2022).
4.2 Advantages of Optimization
Algorithms for Layout 3
Figure 7 illustrates the behaviour of Layout 3 when
applying retrieval process optimization strategies.
Regarding the cases of both one and two stacker
cranes in the aisle, the Succession control algorithm
(blue solid and dotted lines with triangles) was the
only one that increased throughput against the non-
optimized base case (red solid and dotted lines with
circles). However, this was an increase of only about
5 retrievals per hour.
The One Direction strategy (blue solid and dotted
lines with rhombus) interfered with the rigid co-
ordination of the stacker crane, which has to move
Figure 5: New design for the I/O area.
Figure 6: Effects of optimization strategies on the
throughput of Layout 2 for the double cycles process.
Figure 7: Effects of optimization strategies on the
throughput of Layout 3 in the retrieval process.
shuttles between levels in Layout 3, and caused a
decrease of throughput when using a low or medium
number of shuttles compared to the non-optimized
base case.
The Double strategy did not provide any relevant
increase or decrease of throughput against the non-
optimized base case.
Optimization of the Bottleneck Caused by Stacker Cranes in Dynamic Hybrid Pallet Warehouses and Investigation of the Influence of the
Input/Output Area on Performance
127
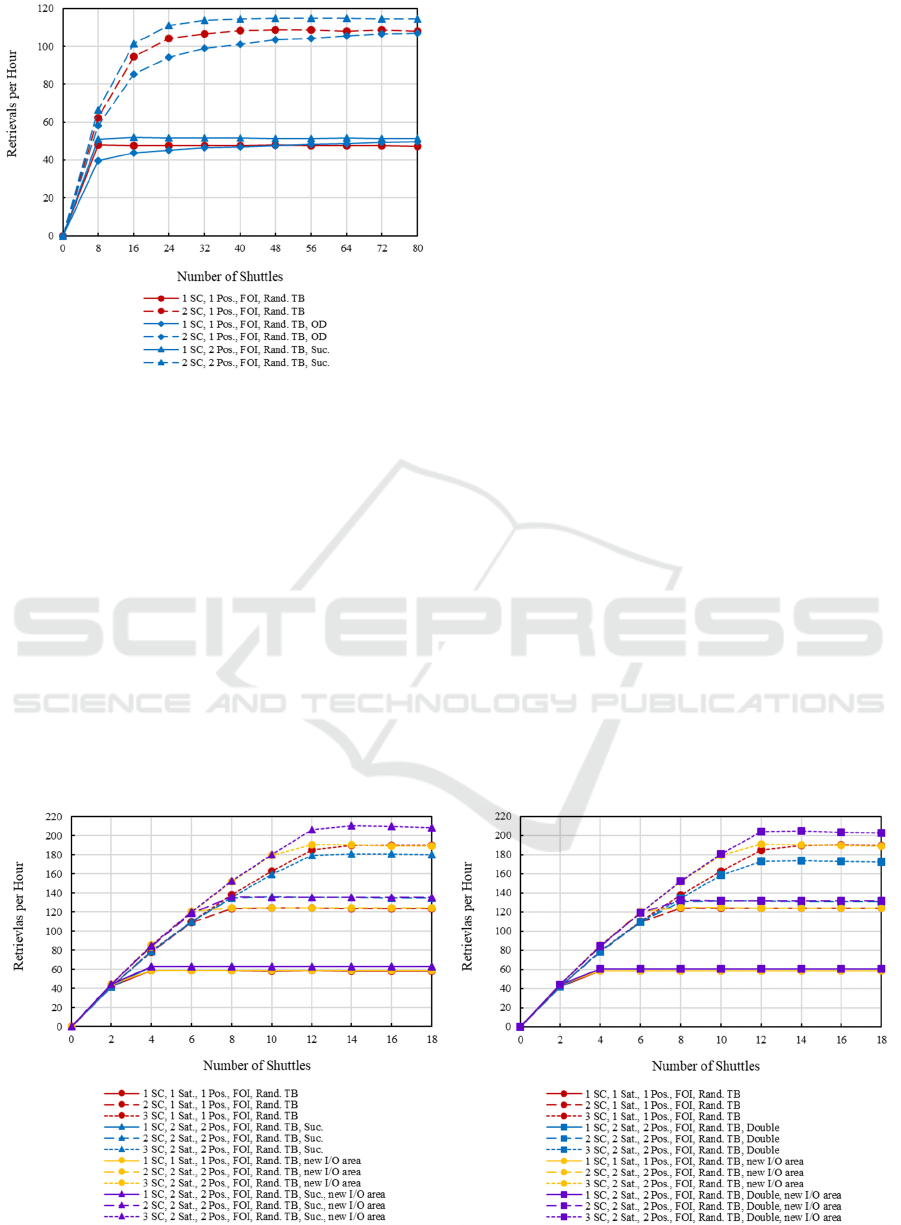
Figure 8: Effects of optimization strategies on the
throughput of Layout 3 for the double cycles process.
Figure 8 represents the results obtained when
simulating the double cycles process using
optimization strategies for Layout 3. In this case, as
was true of the retrieval process, only the Succession
control algorithm (blue solid and dotted lines with
triangles) provided, for both one and two stacker
cranes in the aisle, a slight improvement in
throughput compared to the non-optimized base case
(red solid and dotted lines with circles). In the One
Direction and Double strategies, like the retrieval
process, brought no improvement in performance.
The reason why the optimization strategies were more
effective for Layout 2 than for Layout 3 was that the
stacker crane bottleneck in the latter had a very strong
impact, because the stacker cranes were serving many
more order types than in Layout 2 in order to be able
to move the shuttles between levels.
4.3 Influence of I/O Area Design on
Performance
As illustrated in section 4.1, we noticed while
studying the behaviour of Layout 2 that a small
change in I/O area design led to an increasing
influence on performance, along with the increase of
the number of shuttles and stacker cranes. In our
previous article (Siciliano, Durek-Linn, and Fottner,
2022), we investigated the influence of several
strategies used to optimize the bottleneck caused by
the stacker crane in Layout 1. The results discussed in
this section are shown in Figure 9. The Double
strategy, in the case of retrieval for three stacker
cranes (blue small dotted line with squares), reached
a throughput level even lower than those for the non-
optimized base case (red small dotted line with
circles). After studying Layout 2, we concluded that
this effect was caused by the design of the I/O area.
Therefore, we applied the new I/O area design (see
Figure 5) to Layout 1 for the retrieval process. We
then noticed that, in addition to the non-optimized
base case for two and three stacker cranes (yellow
dotted lines with circles) reaching a higher throughput
using the new I/O area, the Double control algorithm
for three stacker cranes (violet small dotted line with
squares) also thus achieved a throughput about 10
retrievals per hour higher than that of the non-
optimized base case for 12 or more shuttles. We then
decided to also adapt the Succession strategy to the
retrieval process in Layout 1 with the old I/O area
Figure 9: Effects of optimization strategies on the throughput of Layout 3 for the double cycles process.
SIMULTECH 2022 - 12th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
128

used in (Siciliano, Durek-Linn, and Fottner, 2022).
As a result, we obtained a similar behaviour to that of
Double: For three stacker cranes, the throughput
obtained by Succession (blue small dotted line with
triangles) was lower than that of the non-optimized
base case (red small dotted line with circles).
However, also in this case, when using the new I/O
area of Figure 5, for three stacker cranes, the
throughput of Succession (violet small dotted line
with triangles) became almost 20 retrievals per hour
higher than those of the non-optimized base case for
12 or more shuttles. This outcome demonstrated the
strong influence of the I/O area on the behaviour of
DHPWs.
5 CONCLUSIONS
In this article, we examined how to improve the
bottleneck caused by stacker cranes for DHPWs
obtained by hybridizing a shuttle-based warehouse
with stacker cranes. The obtained results are valid for
DHPWs of Layout 2 and Layout 3. We demonstrated
through discrete event simulation that the One
Direction algorithm makes it possible to improve the
performance of Layout 2 for the retrieval case of one
stacker crane having just one pallet position.
However, if two pallet positions are used, Succession
provided the highest throughput for retrieval and
double cycles. Specifically, the improvement in
performance obtained using Succession for one
stacker crane was close to that which would be
obtained using an additional stacker crane in the
absence of any optimization strategy. As a result,
Succession makes it possible to achieve a high level
of throughput while keeping costs low. For Layout 3,
only the Succession strategy provided a slight
alleviation of the bottleneck caused by stacker cranes
because the latter bottleneck was stronger than in
Layouts 1 and 2. Finally, we demonstrated the strong
influence of I/O area design when the warehouse is
operating within the realm of high dynamics, i.e., for
a high number of shuttles, and for more than one
stacker crane per aisle.
Future research should work on developing
control algorithms able to significantly improve the
bottleneck caused by stacker cranes for Layout 3 as
well. Moreover, a systematic method should be
developed which is able to determine the optimal
configuration of the I/O area.
ACKNOWLEDGEMENTS
We would like to thank Joerg Eder and Thomas
Klopfenstein from the firm Gebhardt Fördertechnik
GmbH for the fruitful collaboration.
REFERENCES
Eder, J., Klopfenstein, T., Gebhardt, M., 2019.
“Lagersystem zur Speicherung und Abgabe von
Ladungsträgern”. Patent DE102019211804, German
Patent and Trade Mark Office (DPMA).
Hino, H., Kobayashi, Y., Higashi, T., Ota, J., 2009.
“Control methodology of stacker cranes for collision
avoidance considering dynamics in a warehouse”. In
Proceedings of the IEEE International Conference on
Robotics and Biomimetics, pp. 983–988. Piscataway,
New Jersey, Institute of Electrical and Electronics
Engineers, et al.
Kung, Y., Kobayashi, Y., Higashi, T., Ota, J., 2012.
“Motion planning of two stacker cranes in a large-scale
automated storage/ retrieval system”. In Journal of
Mechanical Systems for Transportation and Logistics 5
(1): 71 –85.
Kung, Y., Kobayashi, Y., Higashi, T., Sugi, M., Ota, J.,
2014. “Order scheduling of multiple stacker cranes on
common rails in an automated storage/retrieval
system”. In International Journal of Production
Research, Jg. 52 (2014) Nr. 4, pp. 1171–1187.
Lantschner, D., 2015. “Spielzeit automatischer
Lagersysteme mit mehreren Übergabepunkten”.
Dissertation, Lehrstuhl für Fördertechnik Materialfluss
Logistik, Technische Universität München, Garching.
Malik, O., 2014. Patent Application Publication:
Automated warehousing systems and method.
US20140086714A1, US Patent and Trademark Office
(USPTO).
Siciliano, G., Lienert, T., Fottner, J., 2020. “Design,
simulation and performance of a highly-dynamic,
hybrid pallet storage and retrieval system”. In
Proceedings of the 19th International Conference on
Modeling & Applied Simulation (MAS 2020), pp. 68-
75, https://doi.org/10.46354/i3m.2020.mas.009
Siciliano, G., Fottner, J., 2021. “Concept development and
evaluation of order assignment strategies in a highly-
dynamic, hybrid pallet storage and retrieval system”. In
Proceedings of the 11th International Conference on
Simulation and Modeling Methodologies, Technologies
and Applications (SIMULTECH 2021), ISBN 978-989-
758-528-9, ISSN 2184-2841, pp. 360-368.
Siciliano, G., Schuster, C. U., Fottner, J., 2021. “Analytical
method to determine the test positions for validation of
a two-dimensional shuttle system model”. In
Proceedings of the 20th International Conference on
Modeling & Applied Simulation (MAS 2021). pp. 21-
28, https://doi.org/10.46354/i3m.2021.mas.003
Optimization of the Bottleneck Caused by Stacker Cranes in Dynamic Hybrid Pallet Warehouses and Investigation of the Influence of the
Input/Output Area on Performance
129

Siciliano, G., Durek-Linn, A., Fottner, J., 2022.
“Development and Evaluation of Configurations and
Control Strategies to Coordinate Several Stacker
Cranes in a Single Aisle for a New Dynamic Hybrid
Pallet Warehouse”. In: Shi X., Bohács G., Ma Y., Gong
D., Shang X. (eds) LISS 2021. Lecture Notes in
Operations Research. Springer, Singapore.
https://doi.org/10.1007/978-981-16-8656-6_54
Siciliano, G., Yu, Y., Fottner, J., 2022. “Synergy between
Shuttles and Stacker Cranes in Dynamic Hybrid Pallet
Warehouses: Control Strategies and Performance
Evaluation”. In Proceedings of the 36th International
ECMS Conference on Modelling and Simulation
(ECMS 2022). In Press.
Zhang, L., Zheng, W., 1995. “Genetic coding for solving
both the stacker crane problem and its k-variant”. In
Proceedings of the IEEE International Conference on
Systems, Man and Cybernetics. Intelligent Systems for
the 21st Century, pp. 1061–1066.
APPENDIX
List of abbreviations used in the graphs containing the
results of simulation:
SC = stacker crane;
Pos. = pallet- or shuttle-position, on each stacker
crane in Layouts 2 and 3, respectively;
FOI = fixed operating intervals for each stacker crane;
Rand. TB = locations on transfer buffer are randomly
chosen among available ones;
OD = optimization strategy One Direction;
Double = optimization strategy Double;
Suc. = optimization strategy Succession;
New I/O area = use for experiments of the model with
I/O area as in Figure 5 instead of as in Figure 2.
SIMULTECH 2022 - 12th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
130
