
Cognitive Solutions in Process Industry: H2020 CAPRI Project
Cristina Vega
a
, Daniel Gómez
b
and Aníbal Reñones
c
Fundación CARTIF, Parque Tecnológico de Boecillo, 205, 47151, Boecillo (Valladolid), Spain
Keywords: Process Industry, Automation, Industry 4.0, IIoT, Cognitive Platform, Innovation, Digital Transformation,
Industrial Plants, Smart Modules, Smart Industry, Open Data, Open Source, Open Science, Asphalt.
Abstract: The CAPRI project is a H2020 project that develops Cognitive Solutions (CS) to the Process Industry and a
Cognitive Automation Platform (CAP) towards the Digital Transformation of process industries. CAPRI
enables cognitive tools to provide to the existing process industries flexibility of operation, improving the
performance and quality control of its products and flows. The project is developing and testing different CS’s
at each automation level, from sensors to planning. The content of this paper is focused on the CAPRI asphalt
production applying different CS’s for the sensors and control levels. Specifically the paper discusses a
cognitive sensor for measuring filler quantity to the filter at drying process (noted as CAS2) and cognitive
control concept applied to optimize the operation of the rotary dryer (noted as CAC1). The paper explains
also how the CS’s are being integrated by means of an open source architecture based on FIWARE. The paper
provides also open access to the data and algorithms used as part of the commitment of CAPRI with open
science.
1 INTRODUCTION
Big data and artificial intelligence (AI) are giving a
huge boost to Industry 4.0. Intelligent software
solutions based on AI models can process high
volumes of data generated to identify trends and
patterns that can be used to make manufacturing
processes more efficient and reduce their energy
consumption (ElMaraghy & ElMaraghy, 2022).
An extension of this is to incorporate cognitive
features that enable sensing complex and unpredicted
behaviour and reason about dynamic strategies for
process optimization, leading to a system that
continuously evolve its own digital structure as well
as its behaviour. This way, an industry process will
have its own cognitive capabilities over time based on
the data it will collect and experience it will gain
(Abburu, et al., COGNITWIN - Hybrid and Cognitive
Digital Twins for the Process Industry, 2020).
Cognitive computing (Essa, et al., 2020) is an
interdisciplinary field, which uses a collection of
technologies to build a machine that have reasoning
capabilities like a human brain. Cognitive computing
a
https://orcid.org/0000-0002-7670-5088
b
https://orcid.org/0000-0001-6123-2401
c
https://orcid.org/0000-0002-4702-4590
integrates machine learning techniques to facilitate
computers to recognize the objective world and to
make decisions. Cognitive technologies have large
influence on different systems and technologies such
as cloud, mobile, wearable devices, IOT, big data, and
industrial production (Abburu, et al., Cognitive
Digital Twins for the Process Industry, 2020).
This paper is organized as follows: Section 2,
introduces the novel paradigm of what is known as
cognitive manufacturing. Section 3, shows how this
concept is present in the H2020 CAPRI project. More
specifically, the asphalt use case is shown and
presented as an industry sector where CS’s could
make a big improvement in terms of efficiency. Then,
in the following sections, two of the CS’s developed
for the asphalt use case are explained. Section 4 deals
with the Reference Architecture that is being
deployed as part of the CAP concept, based in the
open source FIWARE framework and how the
reference architecture enables an easy integration of
the CS explained for the asphalt plant. Section 5 ends
with the conclusions and next steps.
Vega, C., Gómez, D. and Reñones, A.
Cognitive Solutions in Process Industry: H2020 CAPRI Project.
DOI: 10.5220/0011562000003329
In Proceedings of the 3rd International Conference on Innovative Intelligent Industrial Production and Logistics (IN4PL 2022), pages 267-278
ISBN: 978-989-758-612-5; ISSN: 2184-9285
Copyright
c
2022 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
267

2 COGNITIVE
MANUFACTURING
One of main challenges for process industry plants is
to enable an efficient monitoring and control when
the production or environments are complex, e.g. due
to harsh conditions the system is operating in. The
basic elements of process monitoring and control
loops, including the models which can be used for
supporting this task cannot be solved easily using nor
traditional techniques from process monitoring (like
Statistical Process Control) neither solely by using
advanced AI techniques (like predictive analytics)
(Cinar, Nuhu, Zeeshan, & Korhan, 2020). This
problem requires a better understanding of the
underlying data and processes, their contexts and
their dynamics, similarly how human cognition is
building a superior situational understanding and
reasoning (Jacoby, Jovicic, Stojanovic, & Stojanović,
2021), even in very ambiguous cases. CAPRI uses the
analogy of human cognition, based on cognitive
architecture (Kaur & Sood, 2015), for addressing
above challenges. It must be emphasized that the
human cognition is extremely efficient in getting a
big picture of a situation at hand, i.e. not only what is
happening (Eirinakis, y otros, 2022), but also what is
causing the situation and what can be the
consequences before understanding what is going on
and how to react on (Sánchez Boza, Guerra, & Gajate,
2011). Complex behaviour arises from sequences of
cognitive cycles and this is exactly how CAPRI
envisions the process of monitoring/sensing and
controlling/reacting in cognitive plants.
3 H2020 CAPRI PROJECT
Digitalisation represents a new challenge for the
European process industries, which need to handle an
increasingly wide range of actions (Sharma, Kosasih,
Zhang, Brintrup, & Calinescu, 2020). Cognition
capabilities will permit the sector to improve its
flexibility and performance. The EU-funded CAPRI
project (Consortium, 2022) will establish, test and
demonstrate an advanced CAP for process industry
digital transformation. The platform will help process
industries increase its flexibility of operations and
improve performance through different indicators
and cutting-edge quality control of products and
intermediate flows. The CAP will be modular and
scalable, allowing the development and integration of
advanced applications that address manufacturing
challenges in significant process sectors such as
asphalt, steel making and pharma.
Figure 1: H2020 CAPRI project introduction.
European process industries need to address
resources, materials and environmental constrains by
improving its flexibility and performance through
cognition capabilities, as existing in human
intelligence. Digitisation is the main enabler for such
capabilities (Auditors, 2021).
CAPRI Cognitive Automation Platform for
Process Industry enabled by cognitive tools will
provide existing process industries flexibility of
operation, improvement of performance across
different indicators (KPIs) and state of the art quality
control of its products and intermediate flows.
The CAP will encompass methods and tools for
governing six Digital Transformation pathways (6P,
Product, Process, Platform, Performance, People,
Partnership) (Salis, Marguglio, De Luca, Gusmeroli,
& Razzetti, 2022), a Reference Architecture with four
levels of cognitive human-machine interaction
(industrial IoT connections, smart events processing,
knowledge data models and AI-based decision
support), a set of reference implementations, both
commercial and open source, for batch, continuous
and hybrid process industry plants, and a toolbox of
CS’s for planning, operation, control and sensing.
The CAP will be modular and scalable, so that
advanced applications could be developed and
integrated on top of it and its validation will take place
addressing manufacturing challenges in industrial
operational environments of three outstanding
process sectors: asphalt (minerals), steelmaking, and
pharma industry (chemical). CAPRI results could be
applied to a wide range of problems and challenges in
future cognitive plants. CAP Platform and the
cognitive tools included in it can be replicable in areas
of production planning, control, automated processes
and operations of many process industry sectors.
ETCIIM 2022 - International Workshop on Emerging Trends and Case-Studies in Industry 4.0 and Intelligent Manufacturing
268
3.1 Asphalt Use Case
The asphalt use case of the H2020 CAPRI project is
located in EIFFAGE Gerena plant (located in
southern Spain). A general overview of the asphalt
manufacturing process of the corresponding use case
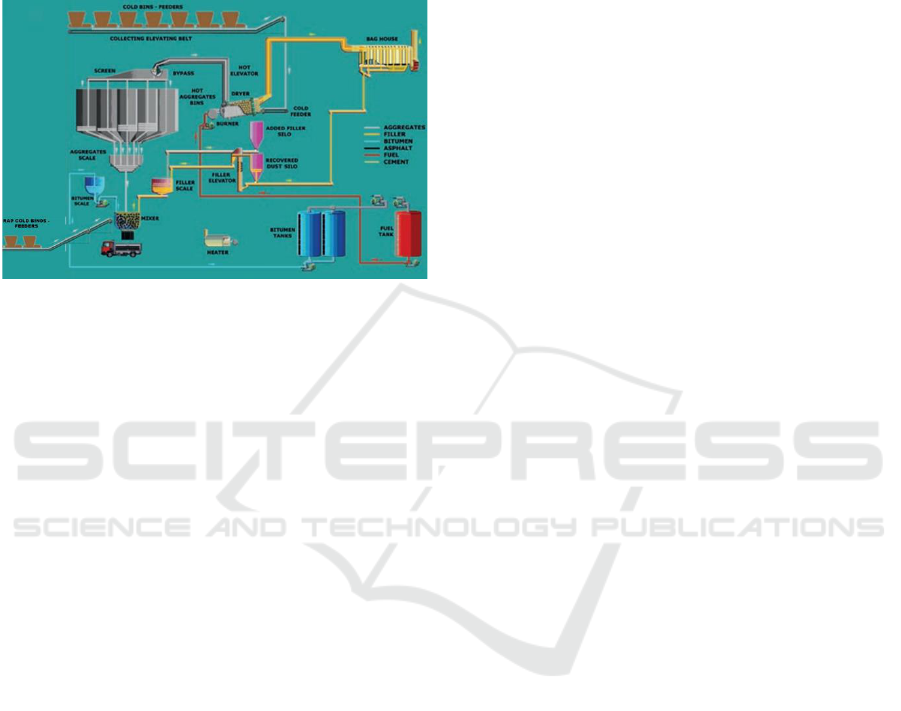
is (El-Haggar, 2007) shown in Figure 2.
Figure 2: Asphalt manufacturing process diagram.
By weight, 95% of asphalt consists of gravel, sand
and filler (aggregates less than 63µm) – aggregates
that give asphalt its strength. The remaining 5%
comprises an agent that binds all of these materials
together. That agent is usually bitumen derived from
crude oil. The process begins when the stockpiled
aggregates in the cold feed are metered and conveyed
to a dryer drum where they are heated to a specific
temperature. A first collector removes large dust
particles from the gases before entering the bag
house, which removes fine particulate matter before
they are released into the atmosphere.
Hot aggregates are elevated to a vibrating screen
where they are classified by size and stored in
different bins. The aggregates, filler and other
additives are scaled and mixed with the hot bitumen
in the mixer producing the final asphalt mix. In some
asphalt mixes, RAP (Reclaimed Asphalt Pavement) is
also added. RAP is scaled, taken into account its
approximated bitumen content (measured in a
laboratory), and added to the mixer. After that, the
asphalt mix is ready to be loaded to the truck for
shipment (Sivilevičius & Šukevičius, 2009).
3.2 Objectives and Benefits
In the asphalt mix manufacturing process, most of the
measured data is not usually exploited although it
may provide very interesting information. There
could be variables that are not known how to relate
with the information obtained or whose relationship
is unknown. Even more, some variables are not
measured or measured only in the laboratory.
CAPRI project addresses the challenge of
integrating relevant information data sources as well
as knowledge of the personnel of the plant, at all the
levels: planning, operation and control of the plant
(Zhang, Huchet, & Hobbs, 2019). The results of the
project are translated in terms of costs, effectiveness,
and product quality for the asphalt mix manufacturing
process. With the development of CAPRI, for the
asphalt use case there should be five kinds of
improvements in the plant.
At production performance level, the objective is
to increase productivity by around 8% with the CS.
CAPRI will act as well in the energy efficiency.
Objective is to decrease the consumption of 15% of
electricity, 11% recycled fuel and 50% diesel. These
will be improved with the cognitive control of dryer
drum (known as CAC1). Knowing the humidity and
temperature in the input of the drum, adjustments will
be made to obtain the best conditions of output,
avoiding overheating of aggregates.
The next benefit, in the asphalt use case, is related
to the consumption of resources, like, aggregates,
bitumen and RAP. In this case, is to reduce 20% of
aggregates consumption, 20% of the consumption of
bitumen and increase in 500% RAP consumption.
Related with waste generation and the product
quality, the point to action is the control of hot
aggregates temperature. To obtain this, the cognitive
control of asphalt plant dryer drum (CAC1) is
required to optimise aggregates heating of
temperature, and the cognitive sensor of amount of
filler (CAS2) in combination with the other CS’s are
needed to control the filler present in the aggregates
and the filler needed in the final mix.
3.3 Cognitive Solution – Control of the
Asphalt Drum (CAC1)
The asphalt drying process aim is to produce a dry
solid product of desired quality at minimum cost and
maximum throughput. Good quality implies that the
product corresponds to a number of technical,
chemical and biological parameters, each within
specified limits (Yliniemi, Koskinen, & Leiviskä,
1998).
Different control techniques, at different levels,
are present in this type of equipment, ranging from
conventional industrial controls (like PID) to more
advanced control systems like model-based
feedforward-feedback until recently applied
intelligent control systems based on fuzzy logic or
Cognitive Solutions in Process Industry: H2020 CAPRI Project
269
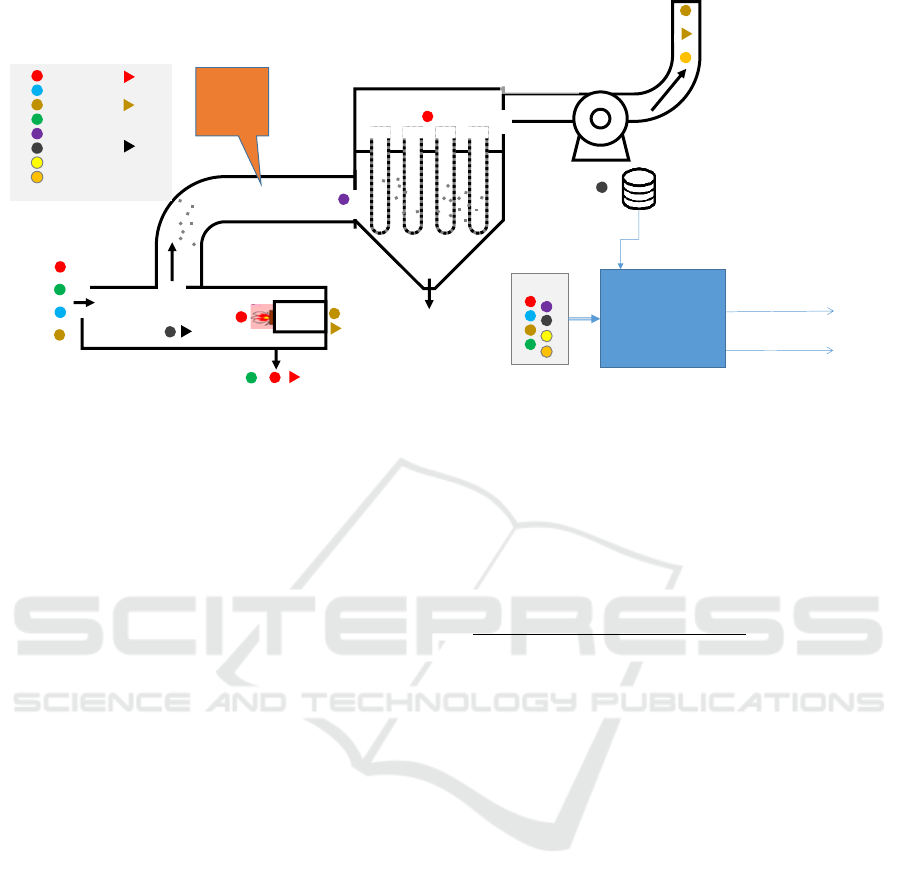
Figure 3: CAC1 and CAS2 Basic Architecture.
neural networks applied to machine learning
techniques (Raghavan, Jumah, & Mujumdar, 2006).
Within CAPRI project, CAC1 Cognitive Control
Solution objectives are to obtain a dry product at an
optimum temperature and fumes (combustion gases)
at the possible lowest temperature, on one hand not to
damage the baghouse filter and on the other to
minimize energy consumption, thus increasing the
efficiency of the drying process. The main objective
is to decrease the consumption of electricity, recycled
fuel and diesel. This way, knowing the humidity and
temperature in the input of the drum, adjustments will
be made to obtain the best conditions of output,
avoiding overheating of aggregates.
This solution has been developed based on a
control algorithm where sensors and actuators are
used to calculate the optimum values for the different
variables that run the drum. Currently, a dynamic
modelling of the rotary drum is being created through
model-based identification methods (Ljung, 1998)
running several experimental tests performed at the
asphalt plant taking into account some of the main
variables: temperatures, humidity, load to dry, burner,
drum speed, combustion gas flow. This identified
model will be required like an input for the Model
Predictive Control (MPC) (Schwenzer, Ay, Bergs, &
Abel, 2021), advanced method of process control that
is used to control a process while satisfying a set of
constraints. It is in this control solution where the
rotary drum optimized control calculations are
performed.
The Cognitive Algorithm will be executed in real
time by providing the setpoints: drum burner power
(%), drum rotation speed (%) and exhaust damper
opening (%), to obtain the optimal temperature of the
hot aggregates coming out of the drum and to
guarantee in this way the desired temperature of the
final asphalt mix and also the gas combustion
temperature. In addition, this is intended to minimize
the combustion gases temperature and to improve
energy efficiency and reduce pollution.
CAC1 Data Model and Algorithm
Different attempts have been made to model rotary
dryer drums, ranging from physical equations as in
(Rubio, Bordons, Holgado, & Rivas, 2001), (Le
Guen, Huchet, & Tamagny, 2011), numerical
analysis as in (Li, Yao, & Zhao, 2017) and energy and
exergy equations (Zhang, Huchet, & Hobbs, 2019).
Regarding control algorithms for rotary dryer
drums, several approaches can be found through the
literature, from basic algorithms as in (Rubio,
Bordons, Holgado, & Rivas, 2001) to an advanced
control based on fuzzy logic, (Yliniemi, Koskinen, &
Leiviskä, 1998), (Koskinen, 1998), variable structure
controller as in (Mahmoud, El-Kasassy, & Areed,
2020). More recently, intelligent control applied to
rotary dryer drums has also been approached from
different intelligent perspectives: a decisive control
module (Pang, Jia, Ding, Yu, & Liu, 2021), rule-
based expert and neural networks (Raghavan, Jumah,
& Mujumdar, 2006) and a more sophisticated control
based on cognition with self-X capabilities as in
(Haber, Juanes, Del Toro, & Beruvides, 2015) in a
more general way.
CAC1 algorithm applied in CAPRI consists of an
identified data-based model and an MPC
programmed in MATLAB environment using both
MATLAB scripts and SIMULINK function blocks.
The identified model has been done using the data
CRUDE GAS
CLEAN GAS
Temperature
Humidity
Flow
Weight/level
Sensors
Control
Set-points
Depression
Speed
DRUM
FAN
Electric power
Cold
aggregates
Extracted
filler
Dust
emission
Sensors
CAC1 -
Algorithm
Burner control
MES (CAP1)
Dried
aggregates
Burner
SPx
Drum speed control
Gas composition
CAS2
ETCIIM 2022 - International Workshop on Emerging Trends and Case-Studies in Industry 4.0 and Intelligent Manufacturing
270

with certain predefined conditions and with different
tests performed at the asphalt plant. The manipulated
variables are the ones used to the tests for
identification purposes: First set of experiments were
based varying the rotary dryer burner power (and
leaving the rest of the variables as constant as
possible) and a second set of tests where the varying
variable was the dryer drum rotary speed. The CAC1
experimentally data-based identified model, from all
sensor measurements and the dynamics (data-based
model) in the production chain and related process
variables calculates the setpoint SP1 of the drum
temperature controller. The setpoint of combustion
gases temperature controller leaving the rotary drum
dryer SP2, modulating the speed of rotation of the
drum will also come from this AC algorithm.
The MPC calculates and changes in real time the
setpoints of the plant PLC slave controllers from the
setpoints generated by the CAC1 algorithm.
All related CAC1 files can be accessed at Zenodo
open CAPRI link (Gómez & Diego, 2022).
3.4 Cognitive Solution – Cognitive
Sensor for Amount of Filler (CAS2)
The asphalt plants contain different types of sensors
in order to be able to monitor and control the different
stages of the production process like temperature
sensors, humidity sensors, pressure sensors, load cells
and more.
However, not all these sensors per se give a smart
understanding and approach to the process. During
process assessment in the CAPRI project, some CS
have been identified to find an optimal behaviour and
reaction to the manufacturing of asphalt mixes to give
a high-level cognition reaction to optimize and detect
variations and have a cognitive sensing and support
of the process that commercial sensors cannot give.
One of these identified CS is: Cognitive sensor of
amount of filler (known as CAS2).
This cognitive sensor is developed to estimate and
measure the fine filler quantity that goes out of the
aggregates drying to the baghouse filter (Figure 3
with position of CAS2 solution). The high-level
outcome of this cognitive sensor is to obtain the real
amount of filler present in the cold aggregates, which
allows then wasting less energy in the rotary drying
drum and in the filtering (baghouse) process.
Different technologies and approaches can be
found to tackle this measurement: Laser technology
that uses a time-of-transition technique to measure
particle size distribution (Measuring Coal Particles in
the Pipe, 2022); machine vision to analyse particulate
material on conveyor belts as in (Andersson, 2010);
also, techniques applied using intelligent vision with
camera images applied to different structures of new
neural networks to image processing and estimate the
granulometric distribution of small and medium size
aggregates, (Fernández, Viennet, Goles, Barrientos,
& Telias, 1998); more recent techniques based on 3D
particle tracking velocimetry in up and down flows in
pipes, (Oliveira, Van Der Geld, & Kuerten, 2017);
miniaturized sensors based on nanofibers to
determine vibrations and then analyse the possible
flow in different structures, (Singh, Lye, & Miao,
2019); also, new capacitive sensors and electrodes
using calibration-based and tomographic approaches
have also been recently presented to measure
particulate flow in pipes, (Suppan, Neumayer,
Bretterklieber, Puttinger, & Wegleiter, 2022).
All these techniques are not appropriate to be
deployed in asphalt production due to the required
harsh conditions of this process: high temperature,
pressure, and concentration of abrasive particles.
Eventually CAS2 solution has two kinds of
physical sensors, one is a commercial solution, that
has never been used under these conditions. The
second sensor is a custom sensor based on another
commercial sensor, not intended to measure
concentrations of particles, but to measure
disturbances of the flow, which can then be used to
estimate the amount of filler flow through the pipe of
baghouse. This second sensor is a research and
innovation action of this project. It is based on a
vibration measurement that has been validated under
laboratory conditions providing an actual
measurement of filler flow at a smaller scale process.
Thanks to the knowledge that this sensor will
provide (actual mass flow of filler trough baghouse
aspiration pipe), the needed filler addition and
extracted will be minimized and added only if it is
detected that there is less amount of filler than the
final hot mix needs.
Therefore, the outcome of this cognitive sensor,
the estimation of filler present in the cold aggregates,
will help to avoid excessive recirculation and/or
unnecessary addition of filler, making the process
more energy efficient. In the development of this
cognitive sensor, different steps were taken. At early
stages, laboratory measures and test were performed
with the following results, where all the referred files
are openly available at CAPRI Zenodo repository
(Vega & Reñones, Cognitive sensor for amount of
filler, 2022):
At lab scale, different tests were performed, where
different parameters were taken into account. Also, a
set of vibration sensors were installed at the actual
plant baghouse inlet pipe and compared against a
Cognitive Solutions in Process Industry: H2020 CAPRI Project
271
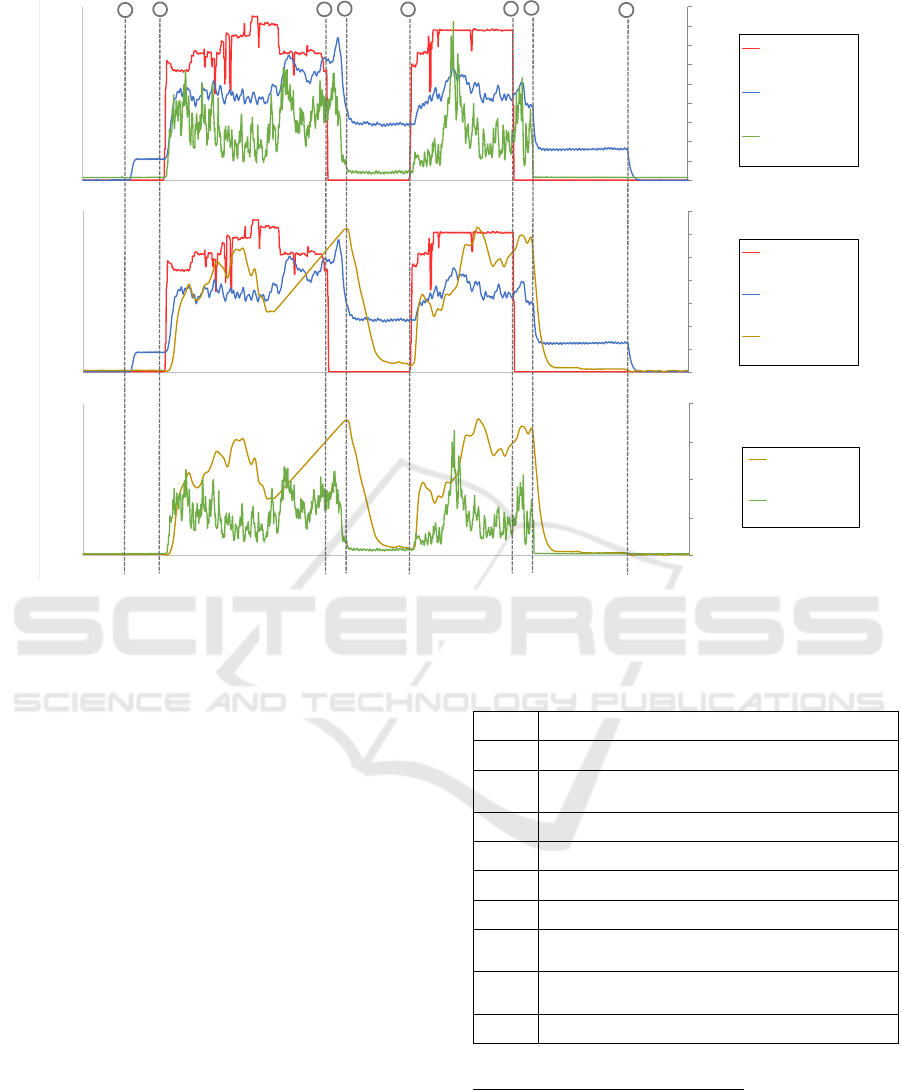
Figure 4: Comparison of sensors measures in Gerena use case plant (Seville, Spain). The process variables of aggregates flow,
pressure at the baghouse and temperature at the baghouse are compared with CAS2 cognitive sensor.
commercial solution not usually used at this location
due to the harsh conditions present at these points.
CAS2 vibration parameter is compared with the
results offered by the commercial sensor tested in
parallel (measured in ppm) (Figure 4). The data also
contains relevant process variables from the control
of the plant like the SP of aggregates flow into the
drying drum (in T/s) the aspiration pressure at
baghouse input pipe (in mm H20) and the temperature
at such input. The sequence of operation of the
baghouse and drying drum is the following (Table 1
and Figure 4). File named CAS2_Data_4.csv is a
dataset file that represents the amount of vibration
measured in the EIFFAGE asphalt plant during the
drying process of aggregates in that sequence of
operation.
CAS2 sensor aims to provide an estimation of
flow of filler during the drying process of the
aggregates. As such, the raw measurements need to
be adjusted to compensate the undesired noise when
the aspiration takes place but there are no aggregates
into the drum to be dried. To compensate this noise a
model based on the actual aspiration pressure has
been created.
Table 1: Important events of comparison the process
variables from Gerena Plant and the CAS2.
TIME
EXPLANATION
1
Aspiration of the baghouse starts
1,2
Baghouse depressure maintains still, sensors
starts to measure the flow without filler
2
Flow of aggregates starts
2,3
Production, measure of filler
3
Flow of aggregates stops
3,4
Measure of filler, production off, baghouse on
4
Baghouse depressure decreases, flow of filler
stops
4,5
No aggregates, baghouse with constant
depressure, low vibration of sensors
5
Asphalt plant stops
CAS2 Data Model and Algorithm
All the performed calculations are explained
following the files that can be openly found at (Vega,
Reñones, & Sanz, Cognitive sensor for amount of
filler [CAS2] - INTEGRATED, 2022). File named
CAS2_dataset_5.RData is a dataset of raw data used
for the creation of the model of CAS2. This model
Instant
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
0
50
100
150
200
250
300
6:50:24 7:19:12 7:48:00 8:16:48 8:45:36 9:14:24
Production set-
point (Tn/h)
Baghouse pressure
(mm/H20)
Vibration (gRMS)
0
2000
4000
6000
8000
10000
12000
14000
0
50
100
150
200
250
300
6:50:24 7:19:12 7:48:00 8:16:48 8:45:36 9:14:24
Production set-
point (Tn/h)
Baghouse pressure
(mm/H20)
COMMERCIAL
SENSOR (PPM)
0
0,5
1
1,5
2
0
2000
4000
6000
8000
10000
12000
14000
6:50:24 7:19:12 7:48:00 8:16:48 8:45:36 9:14:24
COMMERCIAL
SENSOR (PPM)
Vibration (gRMS)
1
2
3
4
2
3
4
5
ETCIIM 2022 - International Workshop on Emerging Trends and Case-Studies in Industry 4.0 and Intelligent Manufacturing
272
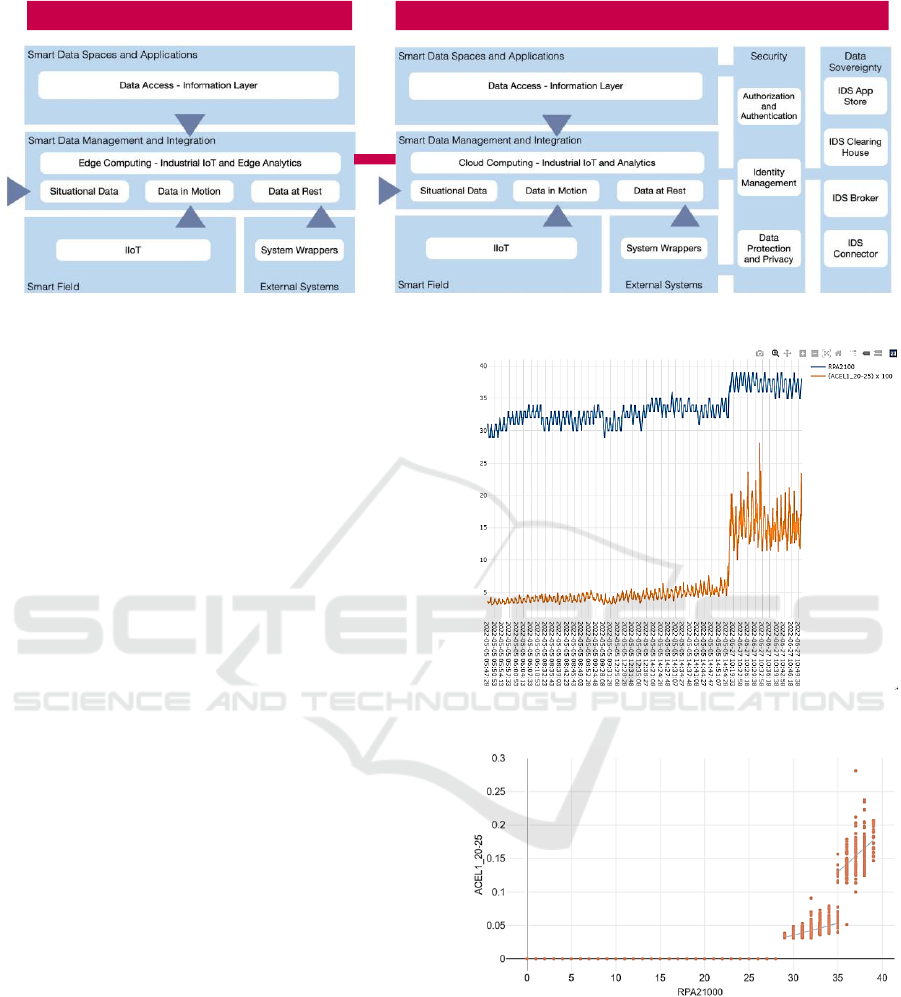
Figure 5: CAP Reference Architecture.
tries to estimate the vibration measured (ACEL1_20-
25 [gRMS]) based on the aspiration pressure (variable
named as RPA2100 [mmH2O]).
Figure 6 shows a collection of temporary
moments in time when the baghouse is running, but
there is no material flow, so it is just vacuuming air.
Figure 7 shows an operation of the baghouse during
one day of production of the asphalt plant and how
the different segments used for the creation of the
model are selected (marked with red rectangles).
The file CAS2_sourcecode_1.R file is an
algorithm programmed in an open source, R
programming, environment and language. This
algorithm creates a model that relates the aspiration
(x variable) and vibration variables (f function) in the
suction process with the dataset described above. The
developed model creates a piecewise linear
relationship between the two variables for aspiration
values as can be seen in the figure below. It must be
also noted that for a certain pressure below a
threshold (27 mmH
2
O) the output of the model is
forced to 0 as the baghouse does not operate and the
flow should be 0.
𝒇(𝒙)=
{
0 𝑥<27
0.00355 ∗ 𝐱 − 0.07125 27 <𝑥≤36
0.0119 ∗ 𝐱 − 0.2872 𝑥>36
(1)
The model is divided in three intervals as the
variation of the variable to model is not continuous
but with abrupt changes as shown in the Figure 7.
With this model ready, the next measurements of
vibration will be compared with the ones provided by
the model and the difference among them
corresponds to the vibration due to the aspiration of
actual filler through the baghouse pipe.
Figure 6: Dataset used for the creation of the model.
Figure 7: Model aspiration values between 0 to 40 mm H
2
O.
4 CAP REFERENCE
ARCHITECTURE
In process industries, due to harsh conditions the
system is operating in, some sensors might be
operating improperly (de-calibrated), or some
EDGE CLOUD
Cognitive Solutions in Process Industry: H2020 CAPRI Project
273
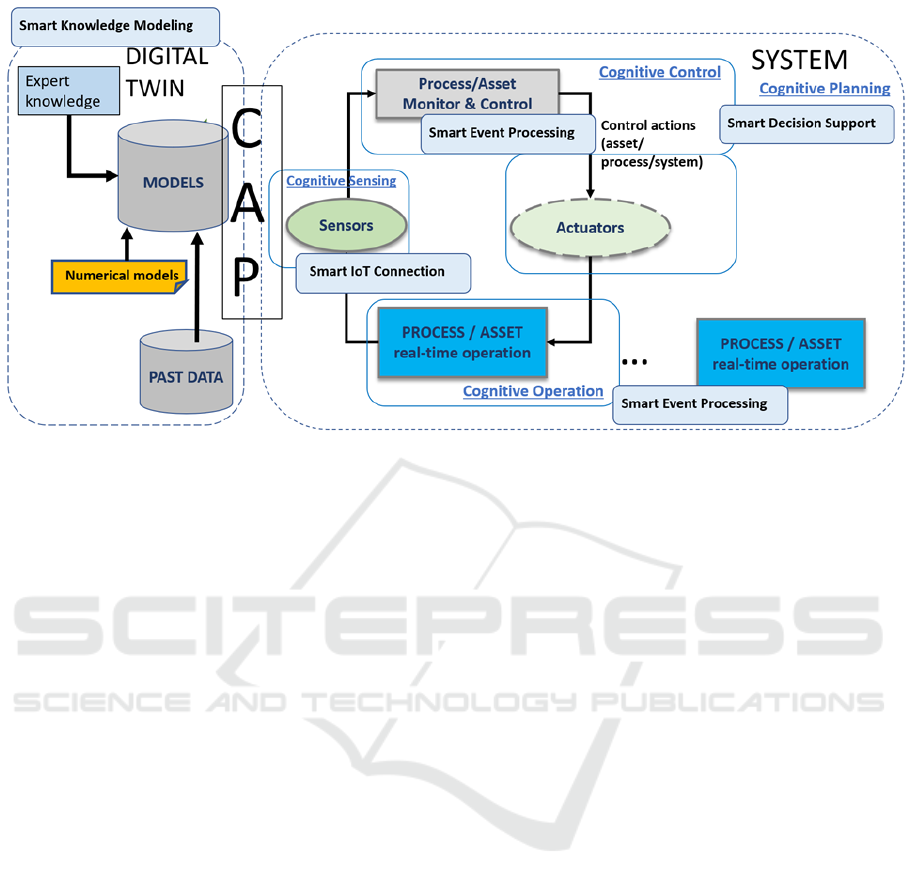
Figure 8: Cognition-driven process monitoring and control loop (cognitive plant) (ToBe).
parameters might be very deviating (instable) in a
period of time. On the other hand, the production
processes have to be under strict control ensuring
stability - otherwise some small issues might be
escalating very quickly.
Figure 8 (cf. grey boxes) shows basic elements of
a process monitoring and control loop, including the
models that can be used for supporting this task.
As explained in section 2, this problem requires a
better understanding of the underlying data and
processes, similarly how human cognition builds a
superior situational understanding and reasoning,
even in very ambiguous cases.
Therefore, the analogy of human cognition for
resolving above-mentioned challenges is used for an
efficient process control in process industry plants.
Since one of the most critical issues in
understanding/analysing process stability is to
observe variations, this artificial (or machine)
cognition should be based on a complex,
comprehensive but yet very efficient sensing,
analysing and understanding variations, including
their root causes, as well as their impacts (Wagner,
Milde, Barhebwa-Mushamuka, & Reinhart, 2022).
This is exactly how CAPRI envisions the
monitoring/sensing and controlling/reacting in
cognitive process plants (Zaeh, y otros, 2008).
In a cognitive plant, there is a need for monitoring
a broader context of the data that is collected and
processed in, as well as for a deep multivariate
analysis of the variation in data, to be able to detect
and react properly to unexpected events. The
realization of the cognitive plant is supported by
Cognitive components as depicted in Figure 8 (cf.
light-blue and blue coloured boxes).
The Cognitive capabilities and corresponding
Cognitive components are briefly illustrated:
Cognitive sensing enables getting accurate data
from sensors (IoT) or software sensors, even in the
cases when the sensing system is malfunctioning (e.g.
uncertainty, inconsistency, missing data). It will be
realized through Smart IoT Connection component,
which is responsible for establishing and maintaining
the connection to the production system.
Cognitive control enables reacting on various
situations of interest, even if the data is huge,
multivariate or changing (i.e. the process is instable).
It will be realized through Smart Event Processing
component, which is responsible for detecting
complex situations of interest in real-time data and
reacting correspondingly, e.g. in the context of
product/process quality control.
Cognitive operation supports the realization of
complex operations in a plant, even in the case of
unplanned delays or other types of deviations. It will
be supported by Smart Event Processing component,
applied on the intra-factory data streams, to guarantee
better performance and quality at organization level
(and nod only at multi-step or multi-stage levels).
Cognitive planning enables logistics, planning
and rescheduling capabilities in the inter-
organizational context. It will be supported by Smart
Decision Support component, which realizes
complex decision-making plans in the form of
heterogeneous processing pipelines (Salis,
Marguglio, De Luca, Gusmeroli, & Razzetti, 2022).
ETCIIM 2022 - International Workshop on Emerging Trends and Case-Studies in Industry 4.0 and Intelligent Manufacturing
274

All Cognitive capabilities will be boosted by
Smart Knowledge Modelling component, which is
responsible for the overall technical modelling of the
plant and the aggregate interdependencies. It will be
basis for the Digital Twin (Rožanec, y otros, 2021),
as the collection of the digital assets (data, model,
services) belonging to the plant.
4.1 CAP Reference Architecture
The CAP Reference Architecture is structured for the
development of an advanced cognitive software
solution. As a digital enabler, it is an Open-Source
solution which is applicable to wide range of use
cases, supporting at the same time, a large variety of
applications. The design becomes ever harder in the
real industrial environment, for this reason, it was
done thanks to an iterative process started in the
report called D2.1, (Project Deliverables — Capri,
2022), where as a first step, there were a phase of
functional and non-functional requirements
collection followed by a continuous validations from
the pilots. The selected Reference Architecture
underlines the concept of edge and cloud cognitive
computing with the aim of solving business
challenges, creating new value from data and
improving the product quality.
The CAP Reference Architecture in CAPRI
project is designed with many horizontal layers able
to guarantee the interoperability, privacy, protection
and data sovereignty. In Figure 5 the core of the
architecture is depicted, since it contains the
brokering, the storage and the data processing
capabilities, including also cognitive process
analytics and simulation systems. Data in Motion,
Data at Rest and Situational Data are represented
using standard information models and made
available using standard APIs, (Salis, Marguglio, De
Luca, Gusmeroli, & Razzetti, 2022). The sensor layer
and the control layer use open-source technologies
from Apache (Livy, Spark, StreamPipes, Kafka) and
FIWARE (Draco, Cosmos, Orion Context Broker,
OPC UA Agent) foundations, (FIWARE - Open APIs
for Open Minds, 2022).
4.2 CAP Asphalt Use Case
The platform developed for the Asphalt domain is
comprised of the following modules:
Based on previous FIWARE Reference
Architecture, following the previous considerations,
the asphalt domain platform has been implemented in
a Linux Ubuntu distribution based server where the
different modules communicate and interact among
each other but deployed using the Docker platform
(Docker, 2022). The basic structure of this
architecture can be seen on Figure 9.
From the Asphalt Plant, real time data (with
sample times from 1 or 5 seconds, depending on the
data source) is received from a WAGO PLC
datalogger using MQTT protocol. This real time data
consists of production, event per batch of asphalt mix
and IoT data coming from other process sensors not
used for production control (e.g. weather station
data). In the asphalt domain CAP platform, a
mosquitto-based broker (Eclipse Mosquitto, 2022)
receives those data and it is redirected through an IoT
Agent for JSON (a bridge between HTTP/MQTT
messaging (with a JSON payload) and NGSIv2). This
IoT Agent has been customized to meet the asphalt
domain requirements of data flow. This IoT Agent
communicates and send the corresponding data to the
Orion Context Broker module (Generic Enabler that
provides the FIWARE NGSI v2 API, a Restful API
enabling to perform updates, queries, or subscribe to
changes on context information). This Broker is the
core of the whole FIWARE-based Reference
Architecture implemented in the Asphalt domain,
(FIWARE - Open APIs for Open Minds, 2022).
From this broker, a Draco (Fiware-Draco, 2022)
module has been set up, which is a Generic Enabler
that is a data persistence mechanism for managing the
history of context. It is based on Apache NiFi and is
a dataflow system based on the concepts of flow-
based programming. In this case, it manages the data
coming through the Orion Context Broker and sends
them to a MySQL database which is used for data
persistence within the CAP platform.
4.2.1 CAC1 Integration in CAP
CAC1 algorithm reads data coming from the plant
directly from the MySQL database, reading the last
data set received from the asphalt plant. The
calculated outputs are then sent to the Orion Context
Broker through a MATLAB S-function used at the
Simulink environment.
It is used a library function that, through https,
make a POST request to update the corresponding
entity via curl.
From this point and through the Broker, using the
Draco module, calculated outputs are written to the
CAC_Outputs table of the database.
From here, the corresponding visualization
module is used for the outputs to be shown at the
actual asphalt plant which is accessed through a web
interface (Figure 9).
Cognitive Solutions in Process Industry: H2020 CAPRI Project
275
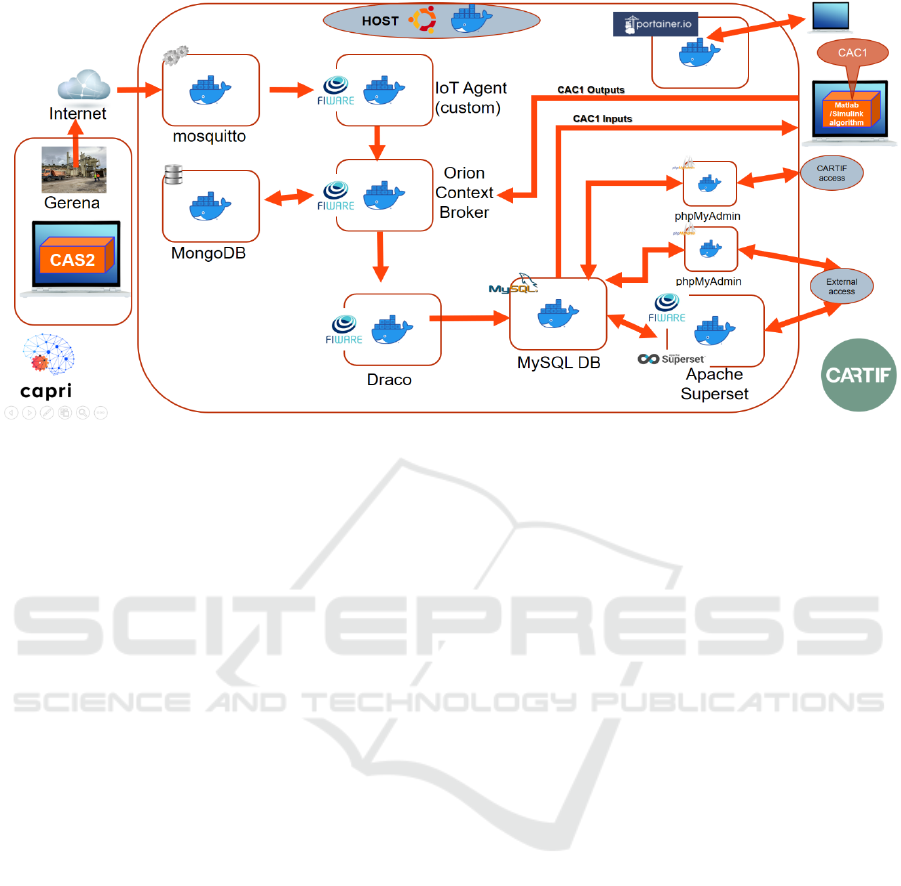
Figure 9: CAC1 & CAS2 Integration in CAP Asphalt Use Case Platform.
The Visualization Module, based on Apache
Superset, is connected to the CAC1_Outputs table
stored in the used MySQL database, and the
corresponding burner power of the dryer drum and
the rotary speed are plotted on a time-series chart
alongside two numeric fields showing the last current
value.
It can be then accessed through a web-based
interface for the plant operators to see CAC1 output
data.
At this step, it is the plant managers/operators
responsibility to apply the displayed value or ignore
it based on their experience
4.2.2 CAS2 Integration
In the Asphalt domain, all output dataset coming from
CAS2 solution is sent using the MQTT protocol and
received at the previous CAP platform. This data is
stored in MySQL database with the structure shown
on Figure 9. The data is then stored in a table called
CAS2 with fields with self-explanatory names.
To make the measurements of CAS2 sensor
available for the process it is needed to store and
integrate the outputs of the sensor appropriately. The
file available at (Vega, Reñones, & Sanz, Cognitive
sensor for amount of filler [CAS2] - INTEGRATED,
2022), CAS2_sourcecode_2.sql contains the source
code which shows how to integrate the sensor
measurement into project’s CAP (cognitive
automation platform). The calculations directly
populate the CAS2 solution data persistence storage
at the MySQL database. The code uses a trigger
database, which is a procedural code that it is
automatically executed in response to certain events
on a particular table or view in a database.
In the case of CAS2, each time a new MQTT
output is sent to the CAP together with the pressure
measured, the trigger function ‘processStreamCAS2’
is fired and it applies the model estimated (section
3.4) and populates the CAS2 table.
The objective is that once all the asphalt CAPRI
solutions are running the results will be available for
different purposes like showing them on an interface
available to the plant operator or making them
available to other CS’s for further processing.
Providing continuous decision support, the plant
operator will not need to actively engage with the CS.
The warnings or alerts that have to be displayed on
the screen will be to increase or decrease the
depressure of the baghouse, to work with the best
magnitude of depressure, whose final objective is to
extract only the filler extracted not necessary and to
lose as less energy as possible. Before the deployment
of this CS, plant operator extracts nearly all the filler
after the process of drying in the drum, and the
necessary filler for the recipe of asphalt in the mixer
is added afterwards. This added filler is cold and leads
to an unavoidable loss of energy and raw materials.
CAS2 Visualization Module, based on Apache
Superset, is connected to the mentioned CAS2 table
stored in the MySQL database and then, through a
web-based interface, shown for the plant operators to
see CAS2 information.
ETCIIM 2022 - International Workshop on Emerging Trends and Case-Studies in Industry 4.0 and Intelligent Manufacturing
276

5 CONCLUSIONS
H2020 CAPRI project develops and promotes digital
transformation through a CAP involving a Reference
Architecture (mainly based on the FIWARE
framework) with four levels of cognitive human-
machine interactions and a set of reference
implementations both commercial and open source.
This CAP coordinates a set of specific CS’s at the
various levels of functional organization of the
automation (from planning to sensors).
The asphalt domain shows as one of the main
process industry sectors where the CAP provides
flexibility of operation, improvement of performance
across different indicators (KPIs) and state of the art
quality control of its products and intermediate flows.
The CAP architecture and their different modules
have been presented in this domain and two of the
CS’s, CAS2, Sensors Layer Implementation and
CAC1, Control Layer Implementation, which are
under refinement, have been explained.
The open source architecture proposed based on
FIWARE represents a comprehensive and useful
platform to facilitate the integration of different
components that needs to interact with data coming in
real time from MQTT streams and needs to show their
results through an easy to sue webpage.
From here, next steps involve the final integration
of the rest of the “layers” of the reference architecture
and the final validation to be developed at last project
stages, addressing manufacturing challenges in
industrial operational environments of the three
chosen process sectors, and providing useful
feedbacks and lessons learnt.
Different KPI’s will be calculated and deployed to
see if initial target objectives are met with an
evaluation period (6-month minimum) of the
performance improvements thanks to the different
implemented CS’s. This will provide effective stories
for replication purposes and dissemination. It is
expected that results like the reference architecture
will be replicated in other sectors with similar
challenges from the point of view of CS’s applied to
similar unitary processes.
ACKNOWLEDGEMENTS
CAPRI project receives funding in the European
Commission’s Horizon 2020 Research Programme
under Grant Agreement Number 870062.
The authors would like to thank their colleagues
from EIFFAGE, ENGINEERING, NISSATECH and
CARTIF partners of the project for contributing with
some of the examples shown in the paper.
REFERENCES
Abburu, S., Berre, A., Jacoby, M., Roman, D., Stojanovic,
L., & Stojanovic, N. (2020, 4). Cognitive Digital Twins
for the Process Industry. 68-73.
Abburu, S., Berre, A., Jacoby, M., Roman, D., Stojanovic,
L., & Stojanovic, N. (2020, 6). COGNITWIN - Hybrid
and Cognitive Digital Twins for the Process Industry.
Proceedings - 2020 IEEE International Conference on
Engineering, Technology and Innovation, ICE/ITMC
2020.
Andersson, T. (2010). Estimating particle size distributions
based on machine vision. Lulea, Sweden:
Universitetstryckeriet.
Auditors, E. (2021). Digitising European Industry : an
ambitious initiative whose success depends on the
continued commitment of the EU, governments and
businesses. Special report No 19, 2020. Publications
Office.
Cinar, Z., Nuhu, A., Zeeshan, Q., & Korhan, O. (2020).
Digital Twins for Industry 4.0: A Review. 193-203.
Consortium, C. (2022, 7 29). Cognitive Automation
Platform for European PRocess Industry digital
transformation. Retrieved from Cognitive Automation
Platform for European PRocess Industry digital
transformation: https://www.capri-project.com/
Docker. (2022, 07 28). Retrieved from
https://www.docker.com/
Eclipse Mosquitto. (2022, 07 28). Retrieved from
https://mosquitto.org/
Eirinakis, P., Lounis, S., Plitsos, S., Arampatzis, G.,
Kalaboukas, K., Kenda, K., Stojanovic, N. (2022, 1).
Cognitive Digital Twins for Resilience in Production:
A Conceptual Framework. Information, 13(1), 33.
Retrieved from https://www.mdpi.com/2078-
2489/13/1/33
El-Haggar, S. (2007). Sustainability of Industrial Waste
Management. Elsevier.
ElMaraghy, H., & ElMaraghy, W. (2022, 5). Adaptive
Cognitive Manufacturing System (ACMS) – a new
paradigm. International Journal of Production
Research, 1-14.
Essa, E., Hossain, M., Tolba, A., Raafat, H., Elmogy, S., &
Muahmmad, G. (2020, 5). Toward cognitive support for
automated defect detection. Neural Computing and
Applications, 32(9), 4325-4333.
Fernández, R., Viennet, E., Goles, E., Barrientos, R., &
Telias, M. (1998, 1). On-Line Coarse Ore
Granulometric Analyzer Using Neural Networks.
Industrial Applications of Neural Networks, 59-67.
FIWARE - Open APIs for Open Minds. (2022, 07 22).
Retrieved from https://www.fiware.org/
Fiware-Draco. (2022, 07 28). Retrieved from
https://fiware-draco.readthedocs.io/en/latest/
Cognitive Solutions in Process Industry: H2020 CAPRI Project
277

Gómez, D., & Diego, M. (2022, 7 20). Cognitive control of
Asphalt Drum [CAC1] - integrated.
doi:https://zenodo.org/record/6867477
Haber, R., Juanes, C., Del Toro, R., & Beruvides, G. (2015,
5). Artificial cognitive control with self-x capabilities:
A case study of a micro-manufacturing process.
Computers in Industry, 74, 135-150.
Jacoby, M., Jovicic, B., Stojanovic, L., & Stojanović, N.
(2021, 5). An Approach for Realizing Hybrid Digital
Twins Using Asset Administration Shells and Apache
StreamPipes. Information, 12(6), 217. Retrieved from
https://www.mdpi.com/2078-2489/12/6/217
Kaur, N., & Sood, S. (2015, 12). Cognitive decision making
in smart industry. Computers in Industry, 74, 151-161.
Koskinen, J. (1998). Fuzzy modelling of a pilot plant rotary
dryer. UKACC International Conference on Control
(CONTROL '98), 515-518.
Le Guen, L., Huchet, F., & Tamagny, P. (2011, 6). Drying
and Heating Modelling of Granular Flow : Application
to the Mix-Asphalt Processes. Journal of Applied Fluid
Mechanics, 4(2), pp 71-80. Retrieved from
https://hal.archives-ouvertes.fr/hal-00612503
Li, M.-L., Yao, Y.-Y., & Zhao, H.-X. (2017). Numerical
Analysis of Solid Materials Transport in a Rotary
Dryer. Proceedings of the 3rd Annual International
Conference on Mechanics and Mechanical Engineering
(MME 2016).
Ljung, L. (1998). System Identification. Retrieved from
http://link.springer.com/10.1007/978-1-4612-1768-
8_11
Mahmoud, K., El-Kasassy, M., & Areed, F. (2020, 11).
Variable Structure Controller for a Rotary Dryer
(Dept.E). MEJ. Mansoura Engineering Journal, 36(2),
13-21.
Measuring Coal Particles in the Pipe. (2022, 07 21).
Retrieved from https://www.power-eng.com/emissi
ons/measuring-coal-particles-in-the-pipe/
Oliveira, J., Van Der Geld, C., & Kuerten, J. (2017, 7).
Concentration and velocity statistics of inertial particles
in upward and downward pipe flow. Journal of Fluid
Mechanics, 822, 640-663.
Pang, S., Jia, J., Ding, X., Yu, S., & Liu, Y. (2021, 9).
Intelligent Control in the Application of a Rotary Dryer
for Reduction in the Over-Drying of Cut Tobacco.
Applied Sciences, 11(17), 8205.
Project Deliverables — Capri. (2022, 07 19). Retrieved from
https://www.capri-project.com/project-deliverables
Raghavan, V., Jumah, R., & Mujumdar, A. (2006, 11).
Control of Industrial Dryers. Handbook of Industrial
Drying, Third Edition.
Rožanec, J., Lu, J., Rupnik, J., Škrjanc, M., Mladenić, D.,
Fortuna, B., Kiritsis, D. (2021, 3). Actionable Cognitive
Twins for Decision Making in Manufacturing.
Retrieved from http://arxiv.org/abs/2103.12854
Rubio, F., Bordons, C., Holgado, J., & Rivas, I. (2001, 4).
Modelling and H∞ control of a rotary dryer. 2001
European Control Conference, ECC 2001, 33(4), 733-
738.
Salis, A., Marguglio, A., De Luca, G., Gusmeroli, S., &
Razzetti, S. (2022, 2). An Edge-Cloud based Reference
Architecture to support cognitive solutions in the
Process Industry.
Sánchez Boza, A., Guerra, R., & Gajate, A. (2011, 3).
Artificial cognitive control system based on the shared
circuits model of sociocognitive capacities. A first
approach. Engineering Applications of Artificial
Intelligence, 24(2), 209-219.
Schwenzer, M., Ay, M., Bergs, T., & Abel, D. (2021, 11).
Review on model predictive control: an engineering
perspective.
Sharma, A., Kosasih, E., Zhang, J., Brintrup, A., &
Calinescu, A. (2020, 11). Digital Twins: State of the Art
Theory and Practice, Challenges, and Open Research
Questions. Retrieved from http://arxiv.org/abs/
2011.02833
Singh, R., Lye, S., & Miao, J. (2019, 8). PVDF Nanofiber
Sensor for Vibration Measurement in a String. Sensors,
19(17), 3739. Retrieved from https://www.mdpi.com/
1424-8220/19/17/3739
Sivilevičius, H., & Šukevičius, Š. (2009, 6). Manufacturing
technologies and dynamics of hot-mix asphalt mixture
production.
Suppan, T., Neumayer, M., Bretterklieber, T., Puttinger, S.,
& Wegleiter, H. (2022, 1). A Model-Based Analysis of
Capacitive Flow Metering for Pneumatic Conveying
Systems: A Comparison between Calibration-Based
and Tomographic Approaches. Sensors, 22(3), 856.
Retrieved from https://www.mdpi.com/1424-
8220/22/3/856
Vega, C., & Reñones, A. (2022, 3 18). Cognitive sensor for
amount of filler. doi:https://doi.org/10.5281/zenodo.
6367575
Vega, C., Reñones, A., & Sanz, L. (2022, 7 28). Cognitive
sensor for amount of filler [CAS2] - INTEGRATED.
Retrieved from https://zenodo.org/record/6922993
Wagner, S., Milde, M., Barhebwa-Mushamuka, F., &
Reinhart, G. (2022). Digital Twin Design in Production.
Lecture Notes in Mechanical Engineering, 339-346.
Yliniemi, L., Koskinen, J., & Leiviskä, K. (1998, 9).
Advanced Control of a Rotary Dryer. IFAC
Proceedings Volumes, 31(23), 119-124.
Zaeh, M., Beetz, M., Shea, K., Reinhart, G., Bender, K.,
Lau, C., . . . Herle, S. (2008, 11). The Cognitive Factory.
Zhang, K., Huchet, F., & Hobbs, A. (2019, 5). A review of
thermal processes in the production and their influences
on performance of asphalt mixtures with reclaimed
asphalt pavement (RAP). Construction and Building
Materials, 206, 609-619.
ETCIIM 2022 - International Workshop on Emerging Trends and Case-Studies in Industry 4.0 and Intelligent Manufacturing
278
