
HDPE as a New Alternative Material for Small Vessel Base and Joint
Material Quality
Sony Anggara
1
, Topan Firmandha
1
, Rizqi Fitra H.
1
and Akbar Rakanda
2
1
Division of Research and Development, PT. Biro Klasifikasi Indonesia, Yos Sudarso, Jakarta, Indonesia
2
Tanjung Priok Branch, PT. Biro Klasifikasi Indonesia, Yos Sudarso, Jakarta, Indonesia
Keywords: HDPE, Destructive Test, Non Destructive Test, Ship, Weld Quality.
Abstract: The use of HDPE as an industrial material has been widely used and often encountered daily, ranging from
plastic bags, bottles, to clean water pipes. However for industries with larger objects (small ship industry)
HDPE has not been widely worked on. For national shipping industry, HDPE boat have not developed much,
because most of the raw materials for HDPE sheets are still imported, making HDPE boat more expensive
than FRP boat (even though the building of FRP ships is prohibited due to the issue of environmentally
damage). HDPE as a new/alternative material for boat must meet shipbuilding standards regulated in the
Classification rules, including the quality of base and welding joint of HDPE. The experiment was carried out
by testing HDPE joints with an extrusion type welding with 15mm thickness by bending and tensile tests,
using acceptance criteria on DVS 2203-5 and TL/IRS Rules, the results showed that in general the DT method
on HDPE welded joints failed due to less of joint and full penetration of the bevel. Meanwhile, to find out
defects in welds using the NDT method, a reference study was carried out which refers to the ASTM
E3044:2016 standard for UT testing of polyethylene butt fusion joints.
1 INTRODUCTION
Ship class approval generally consists of design
verification and supervision of the ship construction
at fabricator. Design assessment can be done clearly
by checking the scantling according to class rules
requirement or existing standards such as (ISO-
12215, 2020). Meanwhile, Challenges actually arise
in the shipbuilding process. Supervision must be
carried out intensively to ensure the strength of the
ship. One of the most importance step is including the
welding quality. Unfortunately, based on
observations in the field, most HDPE welders work
only based on experience and a trial / error.
Moreover, condition is getting worse since there
are many HDPE raw materials on the market that are
not comply with the minimum standard properties.
This lead major affects to the global strength of the
ship. Although the proposed design already meets the
minimum standard, the risk of failure remains if the
quality of the manufacturer is not guaranteed
This fact becomes an exclusive challenge for BKI
considering that there is no specific guideline yet of
BKI to ensure the fabrication quality of HDPE ship.
For this reason, comprehensive studies are needed
including welding standards and testing through the
DT (Destructive Test) and NDT (Non-Destructive
test) methods.
2 METHODOLOGY
This study was initiated with literature reviews and
discussions with several experts so that related
references regarding welding preparation and process
standards, welding defect criteria, and welding
quality testing have been obtained. This information
can be used as a basis for establishment of welding
procedures in fabrication.
2.1 Weld Joint Standard
Weld Joint for HDPE material need special treatment
since it differs to metal. The specific reference below
can be used as the basis of HDPE welding standard
for the ship.
2.1.1 Simona Welding
Welding standards in accordance with (Simona,
478
Anggara, S., Firmandha, T., H., R. and Rakanda, A.
HDPE as a New Alternative Material for Small Vessel Base and Joint Material Quality.
DOI: 10.5220/0011815200003575
In Proceedings of the 5th International Conference on Applied Science and Technology on Engineering Science (iCAST-ES 2022), pages 478-482
ISBN: 978-989-758-619-4; ISSN: 2975-8246
Copyright © 2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)

20011) contain brief guidelines regarding welding
methods of thermoplastic materials, weld defects, and
other substantial aspect for HDPE welding. For
extrusion welding method which commonly used in
some fabricators, HDPE filler wire is heated. Several
aspects that need to be considered according to
reference (Simona, 20011) are as follows:
Temperature range for welding HDPE (PE-
HD) is 250 - 300
o
C
Filler wire material must be the same as the
base material
Cleanliness of base materials
welding rate
welding pressure
2.1.2 American Welding Society
(AWS-B2.4, 2012) is used as a reference for the
preparation of WPS (Welding Procedure Standard).
The items in the WPS include:
Thickness of the material
Range qualification (Thickness test pieces, and
base material)
Test preparation (Number of test pieces for
each test)
Bevel type
Weld test specimens
Welding filler
Temperature factor
Pressure factor
Gas welding
Electrical (current and voltage)
Welding speed
2.1.3 DVS (DVS 2207-1, DVS 2207-4)
DVS (Die Verbindungs Spezialisten) is an
international standard regarding welding procedure
which is mostly used by HDPE ship builders as a
reference for welding HDPE materials. The types of
welding used by the builder can be either fusion
welding (DVS 2207-1, 2007) for large panels (hull
and deck panels joints) or extrusion welding (DVS
2207-4, 2007) for smaller and more complicated parts
(e.g., stiffener and joint joints). floors)
2.2 Weld Defects
In this study, Imperfection in thermoplastic weld
joints can be assess by referring to (DVS 2202-1,
2008) for acceptance criteria
In general, provisions regarding Internal quality
control, for preparation before fabrication, need to be
carried out to avoid welding defects. The provisions
can refer to the (IRS, 2021) Guidance with several
consideration as follows:
HDPE material must be an approved type, and
there is no material installed on the ship that
can affect other installed materials.
The shipyard must keep verifiable records of
material certificates from supplier, and keep
samples of each deliverable materials.
Materials must be stored according to the
manufacturer's instructions.
Manufacturing/shipyard must comply with
welding requirements in accordance with
international/class standards
WPS and NDT can refer to international
standards (ISO, EN, PD CENT/TS), as well as
HDPE welders must be certified according to
recognize standards
2.3 Destructive Test
Destructive tests are carried out on HDPE parent base
material and its welding joints. Types of the tests
carried out in this study is covering bending and
tensile test (i.e., base material, weld joint material to
longitudinal and transversal direction). There are 6
specimens for bending test. 2 specimens for tensile
base material, 5 specimens for tensile with transverse
weld joint and 1 specimen for tensile with
longitudinal weld joint. The dimension and shaped of
the specimens are determined in accordance with
(DVS 2203-5, 1999) for bending test and (ASTM
D638, 2014) for tensile test. Meanwhile, the
circumstance condition as per Table 1 has been set in
laboratory.
Table 1: Condition of testing.
Paramete
r
Value
Humidit
y
60% RH
Temperature 26.5
o
C
Pre
p
aration
(
Bendin
g
Test
)
DVS 2203-5: 1999
Pre
p
aration
(
Tensile Test
)
DVS 2203-2: 2010
2.4 Non-Destructive Test
Referring to the (ASTM E3044, 2016) standard for
UT of polyethylene butt fusion joints, it is explained
that ultrasonic testing for thermoplastic materials in
general can be done by 2 methods, namely PAUT
(Phased Array Ultrasonic Testing) and TOFD (Time
of Flight Diffraction). The two methods are illustrated
in Figure 1 and 2 below.
HDPE as a New Alternative Material for Small Vessel Base and Joint Material Quality
479
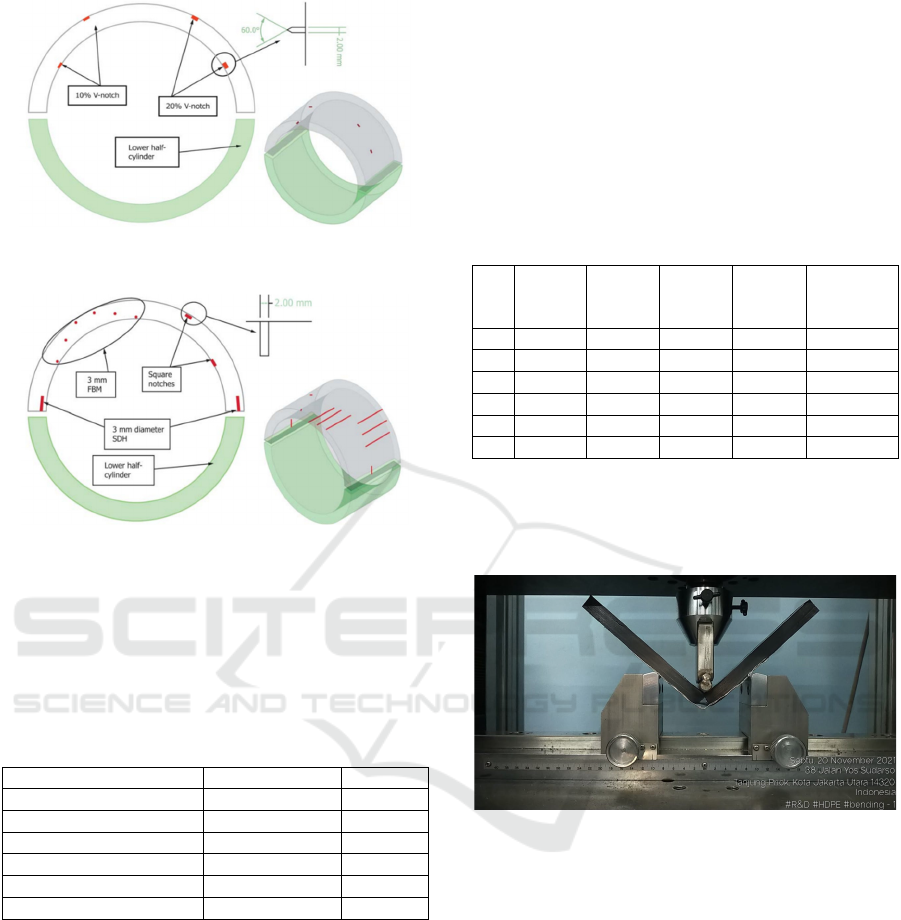
Figure 1: TOFD Examination.
Figure 2: PAUT Examination.
2.5 Material Sampling
Based on the manufacturing certificate, material
samples are produced in 1 batch (20 sheets) with the
following properties:
Table 2: Material Properties Material HDPE.
Test Value Unit
Specific gravit
y
0.955 g/cm3
Tensile Stren
g
th 25.84 N/mm2
Elon
g
ation at
y
iel
d
9.7 %
Modulus of Elasticit
y
1160 N/mm2
Elongation at brea
k
>300 %
Notched impact strength 10.39 mJ/mm2
3 RESULT AND DISCUSSION
3.1 Bending Test (Transverse Joint)
According to the test standards on (DVS 2203-5,
1999), the weld joint will be approved if comply with
acceptance criteria which there is no crack in the
material that has been subjected to a bending test at
160
o
angle.
The test was carried out on 6 specimens with the
result that all specimens cracked at a bend angle of
160
o
. This means that the specimen being tested does
not meet the minimum requirements of (DVS 2203-5,
1999) or fails. The initial hypothesis is that the quality
of the weld on HDPE material does not meet the
requirements of the weld strength, the welding
process does not fully penetrate into entire bevel so
that there is a bevel that is not filled by the filler
material. Thus, it will lead an impact on the strength
of the weld itself. There result of bending test can be
seen in Table 3.
Table 3: Bending test result.
ID Width
[mm]
Height
[mm]
Area
[mm]
Max
Load
[N]
Bending
Stress
[MPa]
1 20.97 15.32 321.26 1468.8 44.765
2 20.77 15.35 318.82 1561.3 47.854
3 20.95 15.44 323.47 1568.2 47.098
4 20.31 15.36 311.96 1328.3 41.581
5 20.79 15.28 317.67 1370.0 42.336
6 20.94 15.43 323.10 1231.6 37.057
Visualization of bending test result in Figure 3
show that 6 samples experienced cracks in the weld
area. This indicates that the weld area is the weakest
point of the specimen.
Figure 3: Bending test in Laboratory.
3.2 Tensile Test (Base Material)
The results of tensile test (base material) aim to see
whether the raw material used meets the requirements
standard of HDPE material or not. Since there are fact
that counterfeit material exist on market. The
acceptance criteria used are the standards from (Turk
Lloyd Class, 2014) and (IRS, 2021) where the
minimum ultimate tensile stress requirement is 24
MPa. The results of the 2 specimens tested were 24.07
MPa and 24.78 MPa, which means that the raw
material used meet with the standard. See Table 4 for
ultimate stress result and Figure 4. For elongation-
load behavior
iCAST-ES 2022 - International Conference on Applied Science and Technology on Engineering Science
480
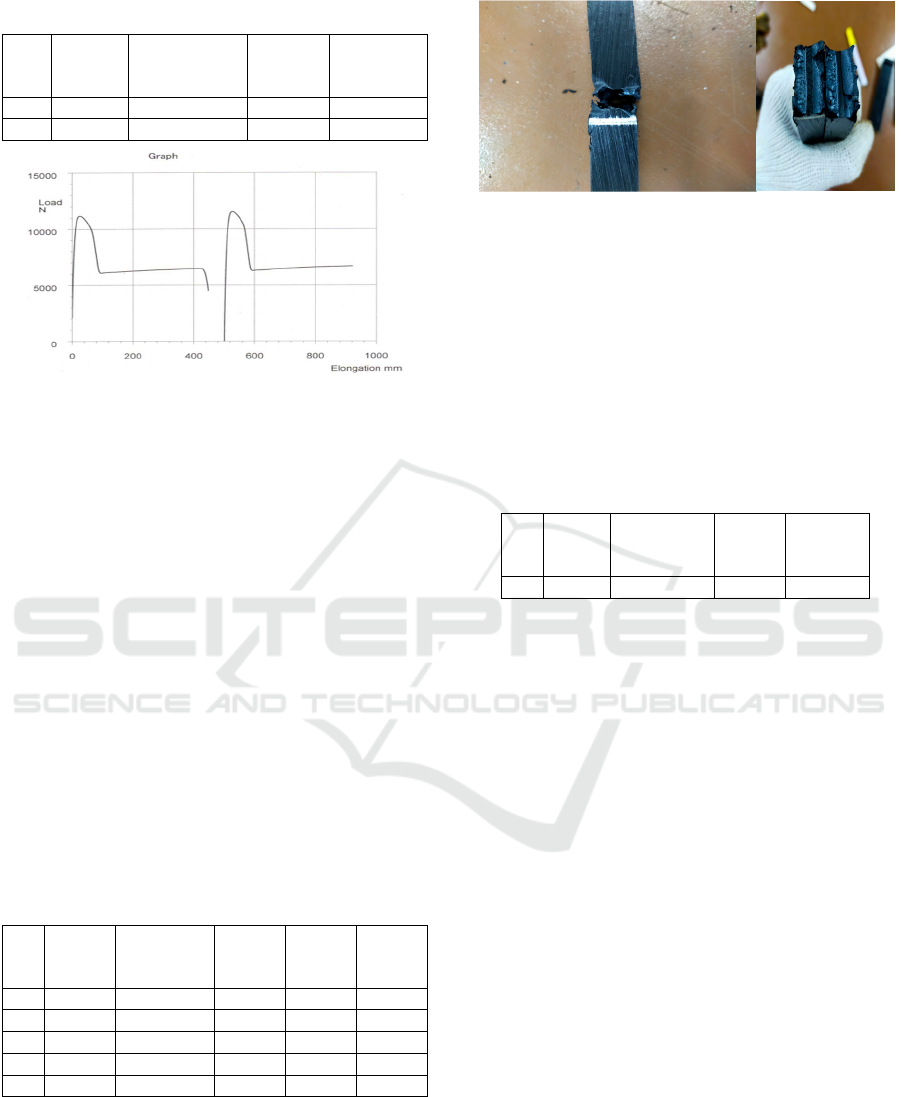
Table 4: Tensile test result for base material.
ID Width
[mm]
Thickness
[mm]
Max
Load
[N]
Max.
Stress
[MPa]
1 30.19 15.35 11154 24.07
2 30.16 15.43 11532 24.78
Figure 4: Elongation base metal of Tensile test.
This has been also confirmed by similar tests
performed in (Jamal and Aryawan, 2015) which
obtained a determination that the magnitude of the
yield strength of HDPE plastic is at 17.12 MPa and
Tensile strength is at 24.82 MPa. Those known as
standard properties of HDPE.
3.3 Tensile Test (Transverse Joint)
The results of the tensile test (Transversal) aim to see
the strength of the weld joint compared to base
material. From 5 tested specimens, all failed/broken
at the welded area with tensile strength of around 19-
22 MPa. This means that the strength of weld joint is
lower than minimum tensile strength of raw material
(24 MPa). This indicates that the welding process
carried out was poor so that the bevel is not
completely filled (see Figure 5), which affects the
strength of the weld itself.
Table 5: Tensile test result for transverse weld joint.
ID
Width
[mm]
Thickness
[mm]
Max
Load
[N]
Max.
Stress
[MPa]
Elong
ation
[%]
1 30.03 15.34 9054 19.65 3.48
2 30.15 15.44 8315 17.86 3.47
3 30.26 15.31 10411 22.47 2.53
4 30.31 15.30 9815 21.16 2.13
5 30.26 15.34 9655 20.80 2.62
From a technical point of view, fracture in the
weld area is allowed if the tensile strength of the weld
exceeds the value of the tensile strength of the raw
material, so it can be concluded that the welding
process carried out does not meet the (Turk Lloyd
Class, 2014) and (IRS, 2021).
Figure 5: Tensile test result (transverse weld joint).
3.4 Tensile Test (Longitudinal Joint)
Longitudinal tensile test aims to see the strength at
weld area. However, in this case, the cut specimen
leaves raw material beside the weld area. When
compared with other mode of tensile test, this
longitudinal tensile test is less able to conclude the
actual results because the tensile specimen is not pure
from the weld area.
Table 6: Tensile test result for longitudinal weld joint.
ID Width
[mm]
Thickness
[mm]
Max
Load
[N]
Bending
Stress
[MPa]
1 25.28 15.52 10798 27.522
4 CONCLUSIONS
In testing materials and HDPE weld joints, the
standards commonly used by domestic builders are
(DVS 2202-1, 2008) for imperfection criteria of
welded joints and (DVS 2203-5, 1999) for bending
test criteria. While the tensile test can refer to (ASTM
D638-14, 2014) and (ISO-527, 2019).
By referring to the standard above, it can be
concluded that HDPE welded joints failed to DT test,
due to weld imperfection and not full penetration of
the bevel. Poor welding quality can be caused by
inappropriate travel speed. Travel speed that is too
fast causes the filler to not penetrate completely,
allowing the formation of cavities inside the joint. On
the other hand, a travel speed that is too slow will
cause large area of base material that affected by heat
(Maki, 2015). It is clear that the quality of the weld is
importance and a bad weld can be catastrophic for the
structure.
To avoid such welding defects, things that must be
considered regarding the welding process are as
follows:
Regarding specimen preparation, it must be
ensured that the weld material fully penetrates
so that it fills the bevel completely and
HDPE as a New Alternative Material for Small Vessel Base and Joint Material Quality
481

thoroughly. This can be evaluated at the time of
making pre-WPS, if the welding test results do
not meet the requirements, the WPS will be
returned and to be revised with new welding
parameters.
References related to thermoplastic
joints/welding can follows the international
standards mentioned in Table 4.3.3 of the (IRS,
2021) Guidelines (EN, ISO, PD CEN/TS)
Lastly, Due to the different nature from steel, NDT
testing of steel cannot be applied to HDPE. According
to the (ASTM E3044, 2016) standard, the UT test for
polyethylene butt fusion joints can be carried out
using the PAUT and TFOD methods. However, so far
there has not been found a laboratory that capable of
conducting NDT tests for HDPE materials using the
PAUT and TFOD methods in Indonesia. Commonly,
PAUT is used for pipe NDT test. However, in practice
PAUT can be done through conventional UT by
modifying the prob.
ACKNOWLEDGEMENTS
Our sincere gratitude and appreciation to Iqra Visindo
Shipyard who support in providing material and
specimen as well as share their knowledge and
experience of building boat HDPE based material.
REFERENCES
ASTM D638-14 (2014). Standard Test Method for Tensile
Properties of Plastics. United States
ASTM E3044-16 (2016). Standard Practice for Ultrasonic
Testing of Polyethylene Butt Fusion Joints. United
States
AWS B2.4 (2012). Specification for Welding Procedure
and Performance Qualification for Thermoplastics.
American National Standards Institute, 2
nd
edition.
DVS 2207-1 (2007). Welding of thermoplastics Heated tool
welding of pipes, pipeline components and sheets made
of PE-HD. Germany
DVS 2207-4 (2007). Welding of thermoplastics Extrusion
welding of pipes, piping parts and panels Processes and
requirements. Germany
DVS 2202-1 (2008). Imperfections in thermoplastic welded
joints Features, description, evaluation. Germany
DVS 2203-5 (1999). Testing of Welded Joints of
Thermoplastic Plates and Tubes: Technological Bend
test.. Germany
IRS Class (2021). Guidelines on Hull Structure of
Thermoplastic Vessels. India
ISO-12215-5 (2020). Small craft — Hull construction and
scantlings — Part 5 : Design pressures for monohulls,
design stresses, scantlings determination. Switzerland
ISO-527 (2019). Plastics — Determination of tensile
properties. 2
nd
edition, Switzerland.
Jamal, Aryawan, W.D. (2015). Strength Evaluation of
Pompong Structure Made from High Density
Polyethylene Plastics as Basic Materials. The 4
th
International Seminar on Fisheries and Marine Science
Maki, M. (2015). Structural Dimension of Polyethylene
Boat. Thesis. Kymenlaakso Polytechnic, Boat
technology
Simona (2011). Welding
Turk Lloydu (2014). Tentative Rules for Polyethylene
Crafts. Istanbul, Turkey.
iCAST-ES 2022 - International Conference on Applied Science and Technology on Engineering Science
482
