
The Effect of Welding Electrode Variation on the Mechanical
Properties and Microstructure of API 5L Shielded Metal Arc Welds
Sri Endah Susilowati and Didit Sumardiyanto
Department of Mechanical Engineering, Universitas 17 Agustus 1945 Jakarta, Indonesia
Keywords: Electrodes, Weld Metal, Mechanical Properties, Micro Structure.
Abstract: Welding is a metallurgical bond on metal alloy joints that is performed while the metal alloy is melted or
liquid. The purpose of this research is to determine the effect of the electrode types E 6010 and E 7016 on the
mechanical properties and microstructure of API 5L low carbon steel during SMAW welding. The welding
electrodes are E 6010 and E7016, and the welding current is 110A. The welding seam used is a v-groove with
a 60o angle. Welding samples were cut and machined into standard configurations for tensile strength, impact,
and hardness tests, as well as SEM for microstructure analysis. The results show that the type of electrode has
a significant effect on mechanical properties such as tensile strength, impact, and hardness of the welding
metal. Welding electrodes of various types are used as the welding variable. The E 7016 electrode has the
highest tensile strength with a tensile strength value of 617 MPa, while the E 6010 electrode has a tensile
strength of 554 MPa, and the E 7016 electrode has the highest toughness with a toughness value of 1.856
Joules / mm2. The E 7016 weld metal area had the highest average hardness of186.9 VHN. SEM
microstructure analysis reveals several phases, including Acicular Ferrite (AF), Grain Boundary Ferrite
(GBF), and Bainite.
1 INTRODUCTION
Welding is a metallurgical bond on metal or metal
alloy joints which is carried out in a melted or liquid
state. In other words, welding is a local joint of
several metal rods using heat energy. Today, a variety
of different welding processes are available, such that
welding is extensively used as a fabrication process
for joining materials in a wide range of compositions,
part shapes and sizes. Welding is an important joining
process because of high joint efficiency, simple set
up, flexibility and low fabrication costs (Armentani,
2007). Welded joints are finding applications in
critical components where failures are catastrophe.
Hence, inspection methods and adherence to
acceptable standards are increasing. These ac‐
ceptance standards represent the minimum weld
quality which is based upon test of welded specimen
containing some discontinuities. Welding involves a
wide range of variables such as time, temperature,
electrode, pulse frequency, power input and welding
speed that influence the eventual properties of the
weld metal (Jariyaboon et al., 2007; Karadeniz et al.,
2007; Lothongkum et al 2001; Lothonhkum., 1999;
Mirzaei et al 2013; Sakthivel et al., 2009; Razal et al.,
2012; afolabi 2008). Welding of steel is not always
easy. There is the need to properly select welding
parameters for a given task to provide a good weld
quality. Welding is an efficient, dependable and
economical process. The electrodes used in SMAW
welding have different compositions of the
membrane and core wire. The chemical composition
and the magnitude of the current can affect the
mechanical properties welded material joints which
have an impact on the strength and toughness of the
welded joints. Selection of the right electrode will
produce good and perfect welding results, therefore
choosing the type of electrode is very important
before carrying out the welding process.
2 METHODS
The welding process uses SMAW (Submerged Arc
Welding) using a current of 110 A and the type of
electrode E 6010 and E 7016. The type of groove used
is v-groove with angles 600. The material used in this
study is API 5L Grade X 52 pipe with a diameter of 6
inches and a thickness of 8 mm which is welded with
312
Susilowati, S. and Sumardiyanto, D.
The Effect of Welding Electrode Variation on the Mechanical Properties and Microstructure of API 5L Shielded Metal Arc Welds.
DOI: 10.5220/0011980500003582
In Proceedings of the 3rd International Seminar and Call for Paper (ISCP) UTA â
˘
A
´
Z45 Jakarta (ISCP UTA’45 Jakarta 2022), pages 312-316
ISBN: 978-989-758-654-5; ISSN: 2828-853X
Copyright
c
2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)

E 6010 and E 7016 electrodes using 3 stages, namely
root, filler, capping . API 5L pipe material is a low
carbon steel pipe material with a carbon content of
0.25% and wear-resistant properties. The chemical
composition of API 5L pipe material is C (0,20%),
Mn (1.35%), P (0,025% max), S (0.01% max), and
Fe. The standard referred to is ASME (American
Society of Mechanical Engineers) Boiler and
Pressure Vessel Code Section IX, one of many used
in the oil and gas industry(Asme spec,2010). The
experiment was designed with the different types of
welding electrode as variables. The mechanical
properties of the weld zone, including tensile
strength, impact toughness, hardness, and the
microstructure with SEM, were observed.
3 RESULT AND DISCUSSIONS
3.1 Tensile Properties
Tensile testing is performed using a servopulser
machine at a scale of 10 tons and at room temperature.
The tensile test is used to determine the tensile
strength of low alloy steel produced by SMAW
welding with various electrodes. The effects of
different types of welding electrodes at a specific
current of 110A on the tensile strength of the weld
metal were studied. Each condition was run three
times, for a total of six sets. The result was
summarized in Table 1 and Figure 1.The different
electrode usage produce significantly different tensile
strength values. The tensile strength value of the E
6010 type of electrode has a value of 554 MPa and for
the E 7016 type of electrode is 617 MPa. There is a
difference in the valueof tensile strength by 11,5% of
the two electrodes, where the E7016 electrode has a
greater value than E 6010. The main variables in the
SMAW process can be described as weld electrode,
flux and welding parameters (Kanjilal et al., 2006).
The welding parameters of SMAW are current,
polarity, voltage, weld groove, travel speed, distance
between electrodes, electrode extension, angle and
diameter [Candel et al., 1997; Kolhe et al., 2008].
Table 1: Test Results for Tensile Strength in the Weld
Metal.
Electrode Welding
Current (A)
Tensile Strength, MPa
1 2 3 Average
E 6010 110A 563 545 554 554
E 7016 110A 627 609 614 617
Figure 1 shows that the E 6010 welding electrode
produces a lower tensile strength value than the
E7016 welding electrode both in tests 1, 2 and 3. The
average tensile strength of the E 6010 welding
electrode is 554 MPa, while for the E 7016 electrode
it is 617 MPa . The significant difference is 11.5%.
These results are similar to studies conducted by
several other investigators [14-16]. The E 6010
electrode material is composed of C (0.08%), Mn
(0.5%), Cr (0.06%), and Si (0.3), whereas the E7016
electrode is composed of C (0.1%), Mn (0.9%), and
Cr (0.14%), Si (0.3). (0.7). The results show that the
welding electrode E 6010 has a lower tensile strength
than E 7016 because its composition of C, Mn, and
Cr is lower [17]. This study demonstrated that
increasing Mn, C, or Cr individually can increase
tensile strength and hardness values of welded joints
[18].
Figure 1: Tensile Strength of Weld Metal.
3.2 Hardness
Hardness testing was performed at several points in
each specimen. The point is parent material/base
metal, HAZ and weld (fussion zone). Vickers
hardness testing area identification scheme with
electrodes E7016, and E 6010 is shown in Figure 2.
The Vickers HVN hardness test results of each
electrode type in the welding area ,HAZ, and parent
material are shown in Table 2and Figure 3. The
Vickers hardness value of the E7016 electrode
welded metal area is 186.9 VHN, higher than the
E6010 electrode type of 178.4 VHN. This result is
similar to research conducted by several other
researchers [Bracarense et al., 1994; Sarian et al.,
1999; Talabi et al.,2014; Tahir et al., 2018]. During
the welding process, a thermal cycle occurs in the
weld metal area and the HAZ includes heating to a
certain temperature. This affects the microstructure
and mechanical properties of the weld metal and
HAZ, so that the weld metal will undergo a phase
transformation. The thermal cycle is thawing then
Tensile strength,
The Effect of Welding Electrode Variation on the Mechanical Properties and Microstructure of API 5L Shielded Metal Arc Welds
313
freezing. This condition causes changes in the
microstructure of the metal concerned, while changes
in grain size and structure formed in the
microstructure results in different mechanical
properties values. The hardness value of the HAZ
region for each electrode is lower than that of the weld
metal region. This is due to the fact that in the HAZ
area there is an increase in the size of ferrite grains
compared to the weld metal, so it can affect the nature
of hardness in the HAZ area. In the HAZ area, there
is an enlargement of the ferrite grain size compared
to the weld metal, so that it affects the hardness
properties in the HAZ area. Since thegrain size
becomes coarse when welding current increase, the
mechanical properties such as hardness value, impact
and tensile strength value reduce (Bodude et al., 2015
& Gharibshahiyan et al., 2011). As the heat energy
input was increased, the mechanical properties for
tensile strength, impact and hardness decrease due to
microstructure of coarse pearlite in ferrite matrix
become coarse as the grain size increase(Asibeluo et
al., 2015).
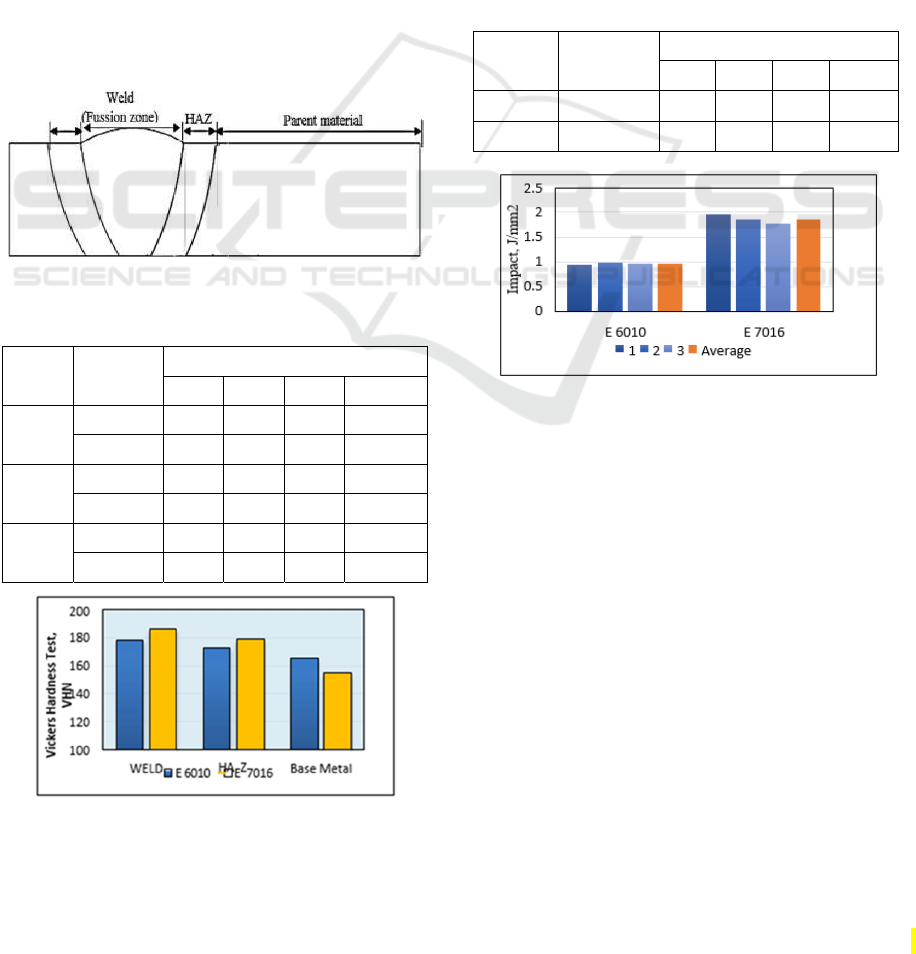
Figure 2: Hardness testing point.
Table 2: The Result of Vickers Hardness Test
Area Electrode Vickers Hardness Test (VH)
1 2 3 Average
Weld
E 6010 173,9 187,4 173,9 178,4
E 7016 189,2 185,7 185,7 186,9
HAZ
E 6010 170,7 175,9 170,7 172,4
E 7016 170,5 183,6 183,6 179,2
Base
Metal
E 6010 165,9 163,8 165,9 165,2
E 7016 152,5 159,5 152,5 154,8
Figure 3: The Vickers Hardness Test.
3.3 Impact Toughness
Toughness is the ability of a material to absorb energy
before it breaks or toughness is the ability of a weld
to permanently deform while absorbing energy before
fracturing, specifically when stress is applied
rapidly—typically, in under one second. Impact test
was conducted to know the mechanical properties of
low carbon steel material as a test material in this
research. In general, materials with a body center
cubic (bcc) crystal structure such as low carbon steel
and alloy steel show brittle properties at low
temperatures.The result of the impact test is generally
the toughness parameter (notch blow value). Table 3
and Figure 4 summarize the effects of electrode types
on weld metal impact toughness. Each condition was
replicated three times. The figure depicts a profile that
is similar to that of the hardness properties.
Table 3: The result of The Impact Toughness Test.
Electrode Welding
Current (A)
Impact J/mm
2
1 2 3 Average
E 6010 110A 0,9432 0,9844 0,9592 0,96
E 7016 110A 1,9544 1,8478 1,7670 1,85
Figure 4: The Impact Toughness Test.
Figure 4 shows that the electrode E 6010 has the
lowest average impact toughness value of 0.96
J/mm2. However, E7016 has the highest average
impact toughness value, which is approximately 1.85
J/mm2 because contains large Mn elements, 0.9% and
silicon (Si) content of 0.7%, higher thanthe content of
the E6010 electrode, namely Mn elements by 0.5%
and Si by 0.3%. The function of the Mnelement is to
bind carbon (C) to form manganese carbide (Mn3C)
which can increase the strength, toughness of steel
and increase hardness. The function of the elemental
content of silicon is to form a verystrong ferrite and
also to strengthen steel.
3.4 Weld Metal Microstructure
The passage of a welding arc produces three zones in
ISCP UTA’45 Jakarta 2022 - International Seminar and Call for Paper Universitas 17 Agustus 1945 Jakarta
314

the welding process: (1) the weld metal, or fusion
zone, (2) the heat-affected zone, and (3) the
unaffected zone, or base metal. The weld metal is the
part of the joint that has been melted during the
welding process. The heat-affected zone is a region
adjacent to the weld metal that has not been welded but
has changed in microstructure or mechanical
properties as a result of welding heat. The unaffected
material is one that was not sufficiently heated to
change its properties. In welded metals, the
microstructure typically consists of two or more
phases, namely grain boundary ferrite, ferrite
widmanstatten, acicular ferrite, bainit, and
martensite. The acicular ferrite has a random
direction orientation and is intragranular in size.
Typically, acicular ferrite microstructures are formed
around 650°C and have the highest toughness
compared to other microstructures(Abson et al.,
2013). Figure 5a depicts the weld metal microstructure
with an E 6010 electrode. There is a significant
amount of fine bainit and some acicular ferrite (AF).
Figure 5b depicts the microstructure of weld metal
with E7016 electrode, which contains a significant
amount of fine acicular and some minor grain
boundary ferrite (GBF). Acicular ferrite is a
microstructural constituent that is commonly formed
in low alloy steel weld metal deposits and has a direct
impact on mechanical properties, particularly
toughness and hardness (Sumardiyanto et al., 2018;
Maksuti).
a b
Figure 5: Microstructure Weld Metal: a.With E 6010
Electrode and b. E 7016 Electrode.
4 CONCLUSIONS
Welding parameters (electrode type and heat input /
welding current) have a significant effect on the
tensile strength, hardness, and impact of the welded
metal on API 5L low carbon steel via SMAW
welding. The optimum tensile strength for welding
metal is produced by the welding electrode E7016 at
110A with 617 MPa, while the lowest value is 554
MPa (decline of 11.4%) for E6010 at 110A, the
optimum hardness is produced by E7016 at welding
current of 110A with 186.9 VHN, while the lowest is
178,4 VH (decline of 4.8%) for E6010 at 110A, and
impact toughness is 1.85Joules/mm2 by E7016 at
110A while the lowest 0.96 J/mm2. SEM
microstructure analysis reveals several phases,
including Acicular Ferrite ( (AF), Grain Boundary
Ferrite (GBF) and Bainite.
REFERENCES
Armentani, E., Esposito, R., Sepe, R. (2007). The effect of
thermal properties and weld efficiency on residual
stresses in welding, Journal of Achievements in
Materials and Manufacturing Engineering, Vol. 20, No.
1-2, 319-322.
Jariyaboon, M., Davenport, A.J., Ambat, R., Connolly,
B.J.,Williams, S.W., Price, D.A. (2007). The effect of
welding parameters on the corrosion behaviour of
friction stir welded. AA2024-T351, Corrosion Science,
Vol. 49, No. 2, 877-909, doi: 10.1016/
j.corsci.2006.05.038.
Karadeniz, E., Ozsarac, U., Yildiz, C. (2007). The effect of
process parameters on penetration in gas metal arc
welding processes, Materials & Design, Vol. 28, No. 2,
649- 656, doi:10.1016/j.matdes. 2005.07.014.
Lothongkum, G., Viyanit, E., Bhandhubanyong, P. (2001).
Study on the effects of pulsed TIG welding parameters
on delta-ferrite content, shape factor and bead quality in
orbital welding of AISI 316L stainless steel plate,
Journal of Materials Processing Technology, Vol. 110,
No. 2, 233-238, doi: 10.1016/S0924-0136(00)00875-X.
Lothongkum, G., Chaumbai, P., Bhandhubanyong, P.
(1999). TIG pulse welding of 304L austenitic stainless
steel in flat, vertical and overhead positions, Journal of
Materials Processing Technology, Vol. 89-90, 410-414,
doi: 10.1016/S0924-0136 (99)00046-1.
Mirzaei, M., Arabi Jeshvaghani, R., Yazdipour, A.,
Zangeneh-Madar, K. (2013). Study of welding velocity
and pulse frequency on microstructure and mechanical
properties of pulsed gas metal arc welded high strength
low alloy steel, Materials & Design, Vol. 51, 709-713,
doi: 10.1016/j.matdes.2013.04.077.
Sakthivel, T., Sengar, G.S., Mukhopadhyay, J. (2009).
Effect of welding speed on microstructure and
mechanical properties of friction-stir-welded
aluminum, The Internation al Journal of Advanced
Manufacturing Technology, Vol. 43, No. 5-6, 468- 473,
doi: 10.1007/s00170-008-1727-7.
Razal Rose, A., Manisekar, K., Balasubramanian, V.
(2012). Influences of welding speed on tensile
properties of friction stir welded AZ61A magnesium
alloy, Journal of Materials Engineering and
Performance, Vol. 21, No. 2, 257-265, doi:10.1007
/s11665- 011-9889-0.
Afolabi, A.S. (2008). Effect of electric arc welding
parameters on corrosion behaviour of austenitic
stainless steel in chloride medium, AU Journal of
Technology, Vol. 11, No. 3, 171-180.
The Effect of Welding Electrode Variation on the Mechanical Properties and Microstructure of API 5L Shielded Metal Arc Welds
315

ASME Boiler and Pressure Vessel Code Section IX –
Welding and Brazing Qualification, 2010.
Kanjilal P, Pal TK, Majumdar SK (2006) Combined effect
of flux and welding parameters on chemical
composition and mechanical properties of submerged
arc weld metal. J Mater Process Technol 171: 223–231.
Chandel RS, Seow HP, Cheong FL (1997) Effect of
increasing deposition rate on the bead geometry of
submerged arc welds. J Mater Process Technol 72:124–
128.
Kolhe KP, Datta CK (2008) Prediction of microstructure
and mechanical properties of multipass SAW. J Mater
Process Technol 197:241–249.
Bracarense, A. Q., and S. Liu. "Control of covered electrode
heating by flux ingredients substitution" Welding and
Metal Fabrication 62.5 (1994).
Sarian, S. A., and L. A. De Vadia. "All Weld Metal Design
For AWS E10018M, E11018M And E12018M Type
Electrode." Welding Research Supplement (1999):
217- 219.
Talabi, SIa, et al. "Effect of welding variables on
mechanical properties of low carbon steel welded
joint." Advances in Production Engineering &
Management 9.4 (2014): 181-186.
Tahir, Abdullah Mohd, Noor Ajian Mohd Lair, and Foo Jun
Wei. "Investigation on mechanical properties of welded
material under different types of welding filler
(shielded metal arc welding)." AIP Conference
Proceedings. Vol. 1958. No. 1. AIP Publishing, 2018.
Bodude, M. A., and I. Momohjimoh. "Studies on Effects of
Welding Parameters on the Mechanical Properties of
Welded Low-Carbon Steel." Journal of Minerals and
Materials Characterization and Engineering 3.03
(2015): 142.
Gharibshahiyan, E., Raouf, A.H., Parvin, N., Rahimian, M.
(2011). The effect of microstructure on hardness and
toughness of low carbon welded steel using inert gas
welding, Materials & Design, Vol. 32, No. 4, 2042-
2048, doi 10.1016/j.matdes.2010.11.056.
Asibeluo, I. S., and E. Emifoniye. "Effect of Arc welding
current on the mechanical properties of A36 carbon
steel weld joints." SSRG International Journal of
Mechanical Engineering (SSRGIJME)–volume 2
(2015). American Journal of Materials Science 2019,
9(1): 15-21
Abson, D. J., & Pargeter, R. J. (2013). Factors influencing
as-deposited strength, microstructure, and toughness of
manual metal arc welds suitable for C-Mn steel
fabrications. International Metals Reviews, 31(1), 141-
196.
Sumardiyanto, D., Susilowati, S. E., & Cahyo, A. (2018).
Effect of Cutting Parameter on Surface Roughness
Carbon Steel S45C. Journal of Mechanical Engineering
and Automation, 8(1), 1-6.
Maksuti, R. Impact Of The Acicular Ferrite On The Charpy
V-Notch
ISCP UTA’45 Jakarta 2022 - International Seminar and Call for Paper Universitas 17 Agustus 1945 Jakarta
316
