
Production Process Improvement Model Using TPM, Standardized
Work and 5S Tools to Reduce Waste in the Metallurgical Sector
Javier Pui Lung Wu Gamarra
*a
, José Enrique Sandoval Tirado
†b
and Alberto Flores-Perez
c
Facultad de Ingeniería y Arquitectura, Universidad de Lima, Av. Javier Prado Este 4600, Lima, Peru
Keywords: Metallurgy Sector, Improvement Model, Standard Work, 5S, Total Productive Maintenance.
Abstract: The metallurgical industry has had a positive influence on Peru's economic development in recent years. On
the other hand, problems are observed within the sector under study, such as the high percentage of waste in
production processes, which leads to the generation of high costs for the various companies. Due to this, the
present research article seeks to propose engineering solutions focused on the reduction of wastes by means
of Lean Manufacturing tools within which TPM (Total Productive Maintenance), Standard Work and 5S were
integrated. Through the simulation in Arena software, the results of the research were extracted obtaining
indicators that represented an improvement in the analyzed system. The OEE (Total Equipment Effectiveness)
increased from 72% to 84%, the casting waste decreased from 3% to 2.6%, the percentage of waste in cuts
from 3% to 1.8%. Finally, the high scrap rate in the production process was reduced from 7.64% to 6.20%.
1 INTRODUCTION
The metallurgical sector has a very important impact
on the economic development of countries worldwide.
One of the most attractive non-ferrous metals is
copper, due to its applications in different types of
drawing, tubes, sheets, bars and sections (C. Ayala et
al., 2018). According to Euromonitor (2021), despite
the fact that in Latin America the export of copper as
raw and processed material has significantly
decreased, it is still a source of high-yielding income,
as it remains at around US$140 million. With respect
to countries outside Latin America, the metallurgical
sector stands out to a large extent in Spain, looking at
it from an economic point of view. This is due to the
fact that the country's industrial production is close to
40% and its gross value added is approximately 9.5%
of Spain's GDP (Gross Domestic Product) (Carbajo et
al., 2011, p.15).
According to the literature, for the problem
identified, regarding pyrometallurgical processes in
copper extraction, an approximate value of 2.2 tons of
slag per 1 ton of metal produced is estimated. Most of
the world's copper production (80-90%) comes from
sulfide ores that require high temperatures for
a
https://orcid.org/0000-0002-2918-4822
b
https://orcid.org/0000-0003-1374-6509
c
https://orcid.org/0000-0003-0813-0662
oxidation. However, the performance of these
metallurgical processes generates a large amount of
waste (Echeverry et al., 2016, p.60). Another literary
research, according to Kuznetsov (2017), refers to the
cutting processes and the precision of the machine
when performing such cutting, being able to cause
errors and waste due to dimensional accuracy,
configuration of the machined parts, poor roughness
and even vibrations during the cutting process
(Kuznetsov, 2017). Other factors that directly affect
the excessive production of shrinkage are failures in
visual quality control or quick measurements, which
occur in the various metal manufacturing processes.
Considering the technological advances and the high
precision machinery to which it gives access, human
error has been one of the most critical factors in terms
of quality control. According to Carrillo-Gutiérrez, T.,
Reyes-Martínez, R. M., Arredondo-Soto, K., & Solis-
Quinteros, M. (2021) 70% to 90% of the quality
defects in production systems are of this nature, which
causes the generation of waste due to rejected products
(Carrillo et al., 2021).
Due to the problems observed above, it is essential
to emphasize that companies in the metallurgical
sector in Peru should achieve greater efficiency in
812
Gamarra, J., Sandoval Tirado, J. and Flores-Perez, A.
Production Process Improvement Model Using TPM, Standardized Work and 5S Tools to Reduce Waste in the Metallurgical Sector.
DOI: 10.5220/0012056100003612
In Proceedings of the 3rd International Symposium on Automation, Information and Computing (ISAIC 2022), pages 812-817
ISBN: 978-989-758-622-4; ISSN: 2975-9463
Copyright
c
2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)

terms of waste generation in the processes. One of the
problems identified is the slag losses produced in the
smelting process that cause a decrease in the yield of
the raw material and, on the other hand, the wastes
generated by the cutting and profiling processes are
recognized. These cause a percentage of monetary
losses of 8.53% of the company's profit in the case
study. Therefore, to solve the problem, an
improvement strategy was developed based on the use
of two Lean Manufacturing tools: TPM, Standard
Work and 5S.
This article will address seven parts, which are the
State of the Art, in which the concepts of Standard
Work, 5S and TPM obtained through the literature
review will be developed. In addition, the contribution
will be presented in which the proposed model, the
components and its indicators will be observed. Next,
a validation of the presented model will be presented,
with detailed findings. Finally, the results and
discussion will be presented.
2 STATE OF THE ART
For the present research, three typologies developed
from the preliminary literature review were
considered. These will be presented in the following
paragraphs.
2.1 Lean Manufacturing in the
Metallurgic Sector (Standardized
Work)
Standardized work is a very effective Lean
Manufacturing methodology when dealing with
processes that involve manual labor in sequential
processes. This is why we chose to analyze a study
conducted by Fin, J. C., Vidor, G., Cecconello, I., &
Machado, V. D. C. (2017) in which standardized work
is implemented in a medium-sized chassis assembly
line belonging to a company located in southern
Brazil. What stands out in this case study is the
thorough analysis of the production mechanism
separating the study of materials and tools from labor
and machinery. With this information, the minimum
and optimum speeds for the production of the product
were calculated, as well as the characteristics of the
machinery.
On the other hand, the different types of waste that
exist in the processes were determined. Through the
preparation of a production capacity sheet,
standardized routines for the operations were
determined and consolidated in a document that was
used in personnel training. As a result of the
implementation, after one month, assembly time was
reduced by 36 minutes, movements were reduced by
200 meters on average and by 5 stops to search for
spare parts and tools. In conclusion, cycle time was
reduced by 15%, operator movements by 34% and
downtime by 9.6%. One of the aspects to be rescued
from this case study is the continuous verification of
compliance with the objectives, as well as the focus on
waste reduction, since this can be focused on reducing
waste in production (Fin et al., 2017).
2.2 Lean Manufacturing in the
Metallurgic Sector (5S)
In this case, the 5S methodology was applied, dividing
the steps into their respective points to be dealt with in
their execution (M. Mau et al., 2019).
- Select: The "RED TAG SYSTEM" is used,
which consists in the use of 2 types of cards.
The red card for objects to be removed and the
yellow card for objects to be repaired or
changed.
- Order: Each tool must be in its respective
assigned place. In this case, 5 labels are used
that correspond to different categories (raw
materials, quality control materials, production
materials, Personal Protective Equipment and
stationery).
- Cleaning: The visualization technique is used
to have a better perception of the results. In
addition, a cleaning plan and a cleaning kit per
operator are proposed.
- Standardize: Procedures are established based
on the three previous stages, defining a cleaning
manual and production planning.
- Maintain: Staff is trained and audit plans are
carried out. Monitoring of the 5S system is
checked.
2.3 Total Productive Maintenance in
the Metallurgic Sector
(Mantenimiento Preventivo)
Considering another research conducted by Joshi, A.
G., & Bagi, J. S. (2015) a gray iron smelting plant
located in India. Through said study, important
analysis techniques are applied such as overall
equipment effectiveness (OEE), which is denoted
under the formula "OEE = Availability * Performance
* Quality"; maintenance and performance history
charts; statistical graphs, Pareto and the cause-effect
diagram. Such applied tools form a specific
methodology that can be used as a model.
Production Process Improvement Model Using TPM, Standardized Work and 5S Tools to Reduce Waste in the Metallurgical Sector
813
From this investigation, recommendations were
obtained for the smelting plant, which included a
change in the design of the pattern to provide adequate
ventilation, verification of the permeability and
moisture content of the sand and maintaining it at the
required values, among others. As a result of the
application of the methods, several studies were
conducted over a period of three months. These yielded
formidable results in which the quality indicator
increased from 0.96 to 0.98, the performance indicator
increased from 0.72 to 0.82, the quality indicator
increased from 0.92 to 0.97 and, finally, the OEE
indicator increased from 0.65 to 0.79 (Joshi, A. G. et
al., 2015).
3 CONTRIBUTION
3.1 Basis
Nowadays, the metallurgical industry has become
very competitive, both for medium and large
companies. This is why it is of utmost importance to
remain relevant in today's market, so it is necessary to
have control over the waste produced in the processes,
especially when working with large volumes.
Due to this, several methodologies and tools have
been investigated with the purpose of solving the
excessive production of wastes. Therefore, we have
chosen to use the TPM (Total Productive
Maintenance), Standardized Work and 5S
methodologies, which will allow us to comply with the
identified standards, benefiting both the customer and
the company.
Table 1: Comparison matrix of the proposed components vs.
State of the art.
Authors Planning
Waste
management
Maintenance
management
Dinis, C. J., et al.
(2019)
VSM x x
Assis & Carmona
(2021)
x x TPM
Mau, M., et al.
(
2019
)
x 5S x
Lu, J., C., &
Yan
g
, T.
(
2015
)
.
x
Standard
Wor
k
x
Madanhire, I., &
Mbohwa, C.
(2015)
x x TPM
Proposal VSM
Standard
Work & 5S
TPM
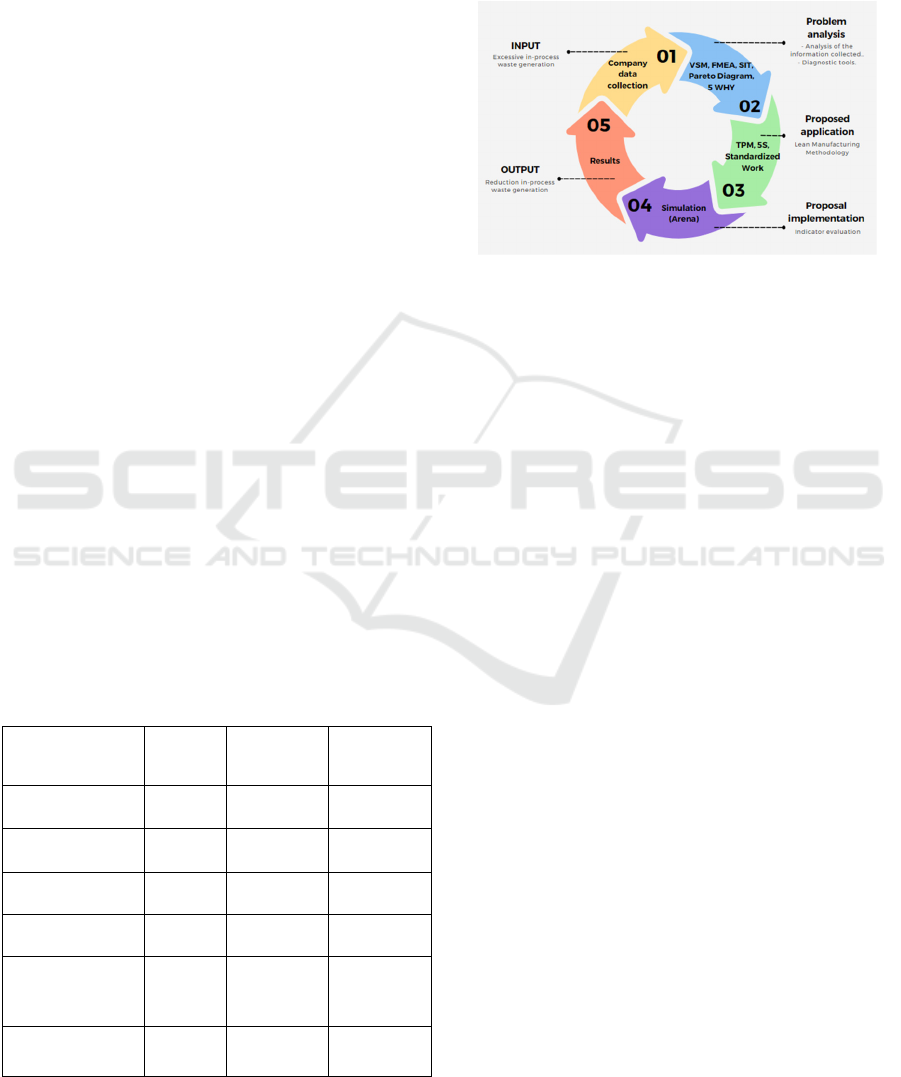
3.2 Proposed Model
The proposed model is based on three models:
Standard Work Model, 5S and TPM methodology.
These three methods will work in synergy focusing on
meeting the expectations defined above.
Figure 1: Proposed waste reduction model.
3.3 Model Components
3.3.1 Component 1: Problem Analysis
This was done with the help of a VSM (Value Stream
Mapping) matrix in which the percentage of waste
produced in the case study company was compared
with the standard obtained from the literature review.
From this analysis, a review was made of the most
critical processes and the following tools were
applied: FMEA (Failure Mode and Effect Analysis),
SIT (Systematic Interrogation Technique), 5 WHY's
and the Pareto Diagram, which allowed us to better
diagnose and validate the causes.
3.3.2 Component 2: Proposed Application
This component focuses on the application of the
proposed models in order to achieve or maintain a
continuous improvement in the processes.
The first model is the TPM, which will focus on
the efficiency and availability of the equipment to be
used, ensuring reliability and reducing the problem of
losses or waste (Hardt et al., 2021).
The second model is the standardized work model,
which will allow the generation of homogeneous
processes for the operators and their ability to generate
value in the required production times (Antoniolli et
al., 2017).
These models will work together with the 5S,
which will ensure an incremental improvement
focused on order and cleanliness, eliminating what
does not generate value to the company, minimizing
wasted time. For this, the management of personnel
ISAIC 2022 - International Symposium on Automation, Information and Computing
814

and work tools will be taken as key points for a
reduction of defective products (Rodríguez & Cárcel,
2019).
3.3.3 Component 3: Implementation
In this implementation phase, for a broader and more
convincing vision of what is to be achieved, a
simulation of the proposal will be carried out, where
the results obtained through the proposed indicators
will be analyzed, taking the company's current
situation as a point of reference.
3.4 Indicators
In order to evaluate the effectiveness of the integrated
model implemented and to manage a quantifiable
value of the results obtained, the following indicators
are proposed.
3.4.1 Availability
Expresses the capacity of the machines to be available
or in an active state to be able to carry out their
activities normally in the manner assigned to them.
( )
∗ 100 (1)
3.4.2 Percentage of Waste
Identifies the amount of shrinkage generated
throughout the various production processes of any
type of copper finish.
( )
∗ 100 (2)
3.4.3 Overall Equipment Effectiveness
Also known as OEE, it is an indicator used to measure
the productivity and efficiency of industrial
machinery in production.
𝐴𝑣𝑎𝑖𝑙𝑎𝑏𝑖𝑙𝑖𝑡𝑦 ∗ 𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 ∗ 𝑄𝑢𝑎𝑙𝑖𝑡𝑦 (3)
4 VALIDATION
A modeling was carried out using Arena software,
taking as inputs current data from the company Metico
S.A., from which probabilistic distributions were
obtained in order to generate simulations (initial
model and improved model) that allowed obtaining
indicators that show an improvement under an ideal
context. As a result, the loss rate indicator in the
production process was reduced.
4.1 Initial Diagnosis
The main problem present in the entire production
process is the high generation of waste, mostly due to
the poor performance of the operators when carrying
out their activities and the operation of certain tools
and machines in the process. These activities include
casting, extrusion, drawing and cutting processes.
Likewise, a poor organization of the working tools
was also observed, which makes manual tasks
difficult and generates downtime.
4.2 Validation Design and Comparison
with the Initial Diagnosis
The model was designed based on the production
process of the company under study. The model starts
with the reception of the batch, which will go through
a series of transformation processes, as mentioned
above, each process generates a certain amount of
waste that accumulates approximately 7.64%.
The first component that will help to reduce this
problem is preventive maintenance, which will focus
on the efficiency and availability of the equipment to
be used, ensuring the reliability to improve the OEE
% indicator, making the use of the machines in the
process more efficient. On the other hand, with the
implementation of standardized work, the percentages
of waste generated in the manual processes of the
operators are reduced, based on the generation of
homogeneous processes for the operators and the
measurement of the value generated per process. As a
result, a greater reduction was obtained in the cutting
processes, where more waste was emitted. Likewise,
the last component belonging to the 5S methodology
is the Red Tag System, which also has a positive
influence on the generation of waste by maintaining
the order and optimal location of the work tools, which
in turn reduces downtime. The management of
personnel and work tools for a reduction of defective
products, as well as the operation of the continuous
casting machine to reduce waste in the chemical
process, will be taken as key points.
In conclusion, with the implementation of the
mentioned methodologies, a clear improvement in all
the proposed indicators was observed, therefore, a
reduction in our main problem was also observed,
reaching 6.20% of the 7.64% that we had initially with
respect to the indicator of the amount of shrinkage
produced.
Production Process Improvement Model Using TPM, Standardized Work and 5S Tools to Reduce Waste in the Metallurgical Sector
815
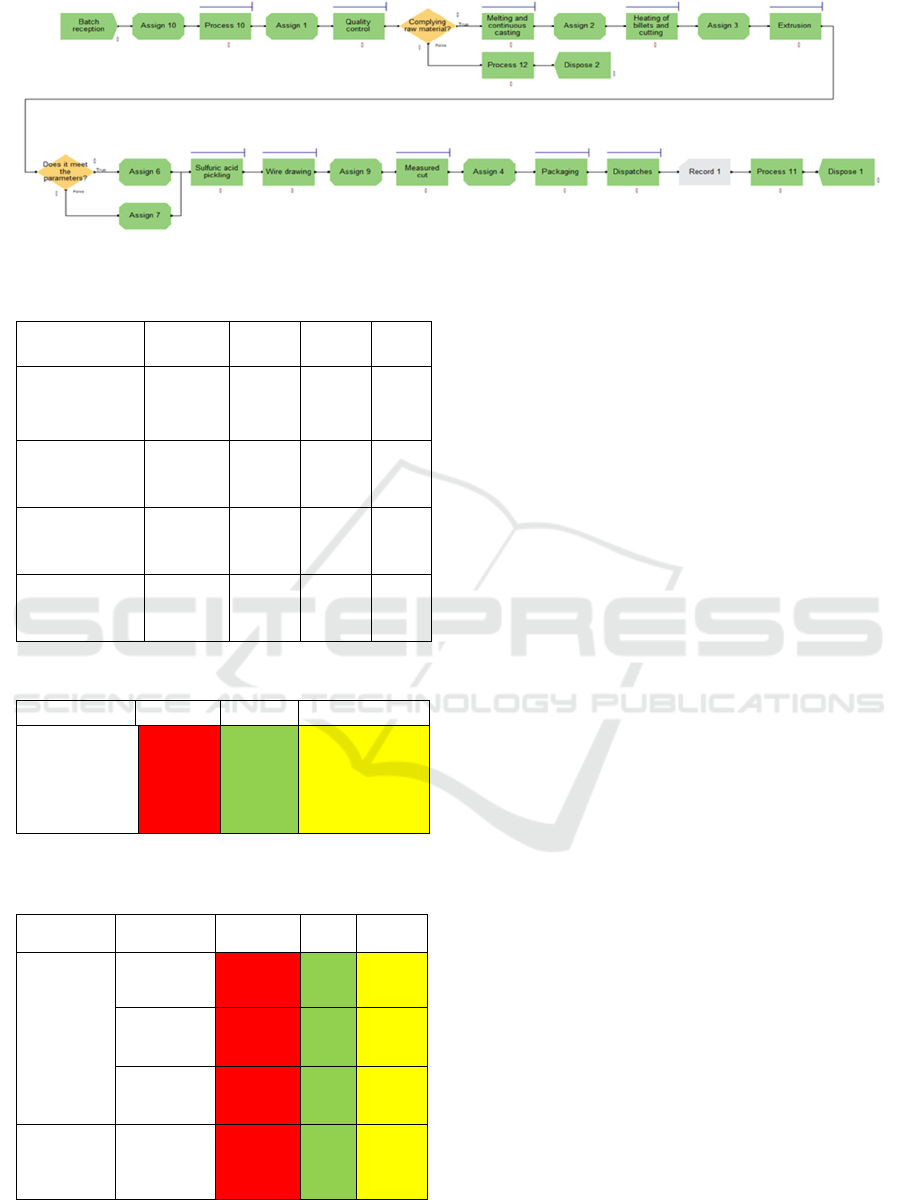
Figure 2: Proposed simulation in Arena.
Table 2: Average values of the indicators
.
Identifier Average
Half-
width
Minim
um
Maxi
mum
Waste indicator
(Current in kg)
175.71 6.243 161.17
184.3
7
Waste indicator
(Improvement
in Kg)
142.58 4.826 133.4 149.5
System time
(Current in
min
)
238.63
0.1363
4
238
239.5
8
System time
(Improvement
in min
)
230.14
0.0901
4
229.59
230.5
7
Table 3: Measurement of the project implemented
Problem Current Target Improvement
High rate of
wastage
(production
proccess)
7.64% 5.24% 6.20%
Table 4: Measurement of the project implemented by
indicator.
Cause Indicator Current
Targe
t
Improv
ement
Inefficient
control in
the casting
process and
in manual
processes
such as
cutting
% OEE
72% 89% 84%
% foundry
waste
3%
2.00
%
2.60%
% cut waste 3%
1.50
%
1.80%
Timing of
measuremen
ts are not
standardized
System time
(min)
239.58 223 230.57
4.3 Improvement - Proposed
Simulation
A simulation of the system was carried out using
Arena software, considering a confidence level of
95% and an average error range of 10% to calculate
the optimal sample size per activity. For the number
of replications, 30 runs were considered for the initial
model, and 55 runs were obtained for the improved
model.
An increase in OEE of 7% can be seen, this was
due to the TPM techniques implemented, among
which the use of the maintenance cards stands out, in
which a greater emphasis was placed on the cutting,
extrusion and profiling tools. On the other hand, the
time indicator in the system is one of the most
important if we talk about productivity. This aspect
was influenced by the adequate use of the 5s tool and
the standardized work, which allowed the reduction
in dead times, representing a reduction of
approximately 9 minutes per lot produced.
5 DISCUSSION
In order to ensure greater precision of the tools
applied, other production plants of the company were
analyzed, these being in the same metal-mechanic
industry. Using the segmentation technique, the case
was divided into sub-segments related to each other
by the type of manual and automated processes they
handle. Within these sub-segments, similar scenarios
to the main company were observed.
It is emphasized that the results obtained could be
improved through an analysis involving a larger
sample size. In addition, the model does not
accurately cover performance improvements in
automated machines, so this analysis could be
improved with a chemical study of the casting
techniques, with the aim of obtaining a better OEE
indicator.
ISAIC 2022 - International Symposium on Automation, Information and Computing
816

6 CONCLUSION
The TPM methodology was one of the tools that
helped in the optimization of the machines to be used
in the production process through techniques such as
maintenance cards oriented to three main processes,
cutting, extrusion and profiling.
On the other hand, by means of the Standardized
Work tool, the activities of each operator were
optimized, thus avoiding variation and standardizing
the functions to be performed on a daily basis, making
clear the role to be followed, preventing the risk of
error in any part of the process.
Likewise, the 5S tool, which was complemented
with the other tools, was the one that allowed the
reduction of downtime that was witnessed during the
processes to be performed, optimizing the production
time and organizing the work environment.
The integration of these techniques or
methodologies achieved a reduction in our main
problem, which is the high rate of waste in the
production process, representing a decrease of 7.64%
to 6.20%, in addition, improvements are also
observed in other processes such as cutting seeing a
reduction of 3% to 1.80% in waste, in the OEE of
72% improved to reach 84%, in waste in the casting
process from 3% to 2.60% and a reduction in time in
the system from 239 to 230 minutes approximately.
REFERENCES
Antoniolli, I., Guariente, P., Pereira, T., Ferreira, L. P., &
Silva, F. J. G. (2017). Standardization and optimization
of an automotive components production line. Procedia
Manufacturing, 13, 1120-1127.
https://doi.org/10.1016/j.promfg.2017.09.173
Ayala, C., Gallardo, J., & Vásquez, R. (2020). Analizador
en línea para un proceso de Extracción por Solvente.
Ingeniare. Revista chilena de ingeniería, 28(4), 585-
595. https://doi.org/10.4067/s0718-
33052020000400585
Carbajo-de-Lera, P., Alfalla-Luque, R., & Medina-Lopez,
C. (2011). La cadena de suministro del sector
metalúrgico: un análisis de sus principales eslabones
(The Supply Chain in the metallurgical sector: an
analysis of the main links). WPOM-Working Papers on
Operations Management, 2(2), 14.
https://doi.org/10.4995/wpom.v2i2.867
Carrillo Landazábal, M. S., Alvis Ruiz, C. G., Mendoza
Álvarez, Y. Y., & Cohen Padilla, H. E. (2019). Lean
manufacturing: 5 s y TPM, herramientas de mejora de
la calidad. Caso empresa metalmecánica en Cartagena,
Colombia. Signos, 11, 71-86.
https://doi.org/10.15332/s2145-1389.2019.0001.04
Echeverry-Vargas, L., Rojas-Reyes, N. R., & Estupiñán, E.
(2017). Characterization of copper smelter slag and
recovery of residual metals from these residues. Revista
Facultad de Ingeniería, 26(44), 59.
https://doi.org/10.19053/01211129.v26.n44.2017.5772
Fin, J. C., Vidor, G., Cecconello, I., & Machado, V. D. C.
(2017). Improvement based on standardized work: an
implementation case study. Brazilian Journal of
Operations & Production Management, 14(3), 388.
https://doi.org/10.14488/bjopm.2017.v14.n3.a12
Hardt, F., Kotyrba, M., Volna, E., & Jarusek, R. (2021).
Innovative approach to preventive maintenance of
production equipment based on a modified tpm
methodology for industry 4.0. Applied Sciences
(Switzerland), 11(15).
https://doi.org/10.3390/app11156953
JOSHI, A. G., & BAGI, J. S. (2015). Improvement of
Productivity and Quality Dimensions of a Foundry
Process with TPM Technique--A Case Study.
Productivity, 54(2), 178-194.
http://search.ebscohost.com/login.aspx?direct=true&d
b=bsu&AN=93477709&site=ehost-live
Kuznetsov, A. P. (2017). Evolution of methods of assessing
the accuracy of metal-cutting machines. 2. Evolution of
concepts and models used in assessing the accuracy of
metal-cutting machines. Russian Engineering
Research, 37(11), 936-949.
https://doi.org/10.3103/S1068798X17110107
Mau, M., Ramos, R., Llontop, J., & Raymundo, C. (2019).
Lean manufacturing production management model to
increase the efficiency of the production process of a
MSME company in the chemical sector. Proceedings of
the LACCEI international Multi-conference for
Engineering, Education and Technology, 2019-July
(July 2019), 24-26.
https://doi.org/10.18687/LACCEI2019.1.
Rodríguez Méndez, M., & Cárcel, C. (2019). Methodology
To Assess the Order and Cleanliness in Industrial
Activities. 8, 68-87.
Production Process Improvement Model Using TPM, Standardized Work and 5S Tools to Reduce Waste in the Metallurgical Sector
817
